
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
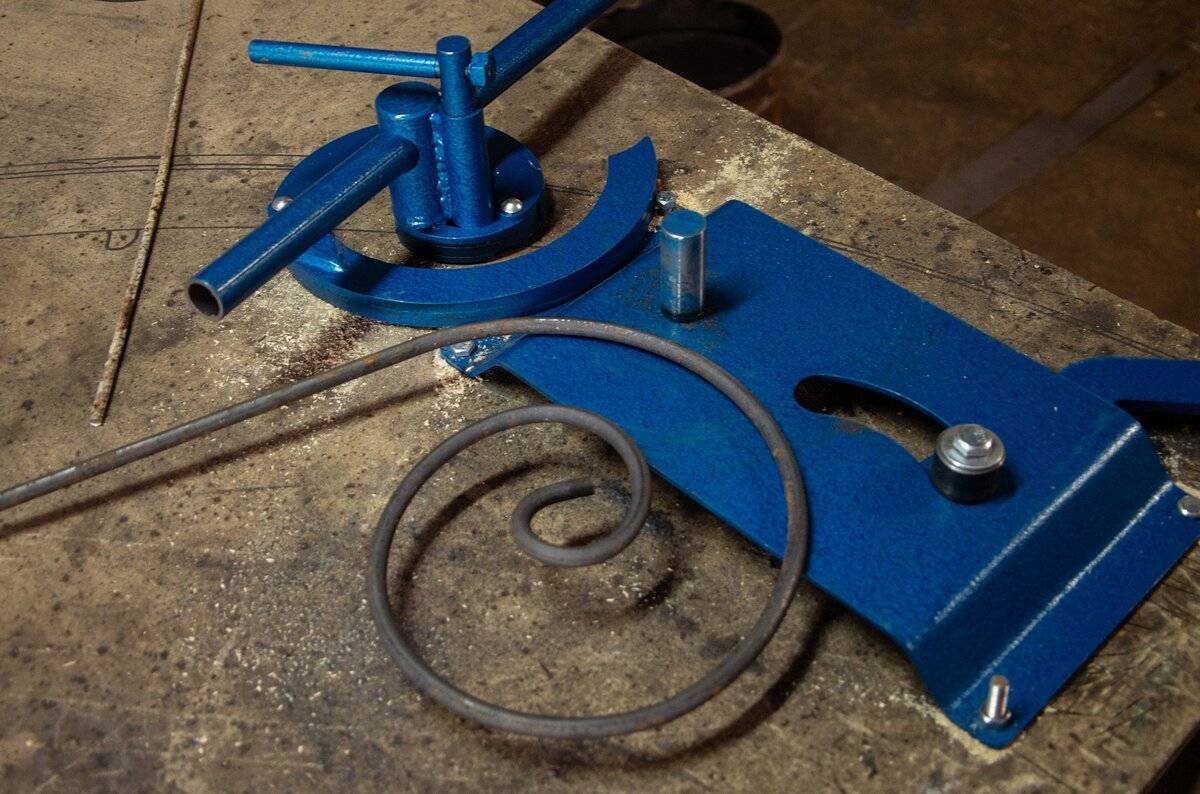
Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Самодельное оборудование для ковки металла: ручные (простые), универсальные и другие станки
При необходимости быстрого выполнения работ и сокращения физической нагрузки человека, используют станки с электромеханическим приводом. В остальных случаях приоритет отдается ручным станкам.
Ручные
Модели ручных станков могут выполнять все формы заготовок, применяемых в холодной ковке. Они достаточно компактны, чтобы не занимать много рабочего места. Однако номенклатура применяемых в обработке материалов ограничивается физической силой работающего на них человека. Практически любой станок из модельного ряда ручных станков можно изготовить самостоятельно, наибольшей популярностью пользуются гнутик и глобус.
Самодельный гнутик
С электроприводом
Станки с электроприводом используются в производствах с промышленным масштабом. За счет возможности работы с более крупным металлопрокатом расширяется номенклатура выпускаемых изделий.
Рабочая поверхность электрического станка
Некоторые операции холодной ковки, например, скручивание прутка вокруг своей оси, для получения более качественной заготовки рекомендуется выполнять на станках с электроприводом. Это оборудование сложнее изготовить самостоятельно, но вполне возможно.
Улитки
Самыми распространенными формами изделий холодной ковки являются спирали и завитки различного вида. Станки для их изготовления называют улитками. Основной трудностью в самостоятельном изготовлении этих станков является создание шаблонов.
Шаблон – формообразующая деталь станка от которой зависит внешний вид заготовки. Для разнообразия форм готовых изделий производитель должен иметь как можно больше разновидностей кондукторов (шаблонов). Заменой их на станке типа улитка получаются новые элементы.
Создание завитка для балясины на самодельном кондукторе
Для изготовления различных по форме спиралей и завитков самый простой способ выполнить их из полосы, например 4х25 мм. Согнуть их в достаточном количестве не составит большого труда. Приварив к пластине, получим готовый сменный кондуктор.
Для гибки профильной трубы, вальцы
Станки для гибки профильных труб можно изготовить своими руками. Такие трубогибы работают по принципу вальцовки, тем самым снижается риск возникновения излома труб. Оборудование этого типа широко представлено в торговой сети. Однако возможность самостоятельно сделать работоспособное устройство, позволяет сэкономить финансовые средства.
Материалы для самодельного трубогиба найти не так трудно. Единственным недостатком такого изделия может быть не совсем презентабельный вид по сравнению с магазинным.
Торсионы для торсирования и фонариков
В разнообразии форм заготовок холодной ковки не последнюю роль играют скрученные вокруг своей оси изделия, а также полученные аналогичным методом объемные формы (фонарики). Станки для этих заготовок, причем с электромеханическим приводом, для получения более качественных элементов (по сравнению с ручным), изготавливаются самостоятельно многими производителями, работающими по технологии холодной ковки.
Для скручивания прутка в варианте изготовления своими руками, в самом простом варианте используются обычные слесарные тиски. Если несколько усложнить конструкцию с использованием возможности закрепления оправки, то в таком исполнении получаются элементы фонарик и корзинка.
Сравнительный анализ станков серий «Blacksmith», «Мастер» и «Ажур»
При анализе, изученных станков, мы исключили оборудование серий «Декор» и «Профи». Связано это с тем, что производители серии «Декор» остановили производство станков, а серия «Профи» не выдержала проверку качеством. Станки данной серии имеют низкий показатель надежности. Конструкция станка склонна к быстрому износу. Самый легкий станок «Профи-2Р» весит всего 80 кг. У станка из настолько тонкого материала «усталость металла» наступает гораздо быстрее, чем у металла, из которого сделаны станки конкурентов. Станки этой серии имеют неудобную в работе конструкцию (для осуществления замятия лапки приходится работать в положении максимального наклона). К тому же машины «Профи» мало отличаются друг от друга по функционалу и не имеют в своей серии аналогов универсальным станкам, представленным в других линейках. Также, они не подходят для производства больших объемов элементов художественной ковки.
Таким образом, в нашем анализе отражены сравнительные характеристики универсальных станков серий «Blacksmith», «Мастер» и «Ажур».
Для более детального рассмотрения и сравнения оборудования, мы отобрали станки из каждой серии и сопоставили каждый из отобранных станков с его аналогами из серий других производителей.
Параметры сравнения | «Ажур-Универсал» | «Мастер-Универсал» | UNV3-02» |
Функционал | Осуществляет изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы, обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу. | Выполняет операции продольного и спирального скручивания, разогрев и расковку заготовок, декоративный прокат различного металлопроката, изготавливает дуги из профильной трубы. | Изготавливает завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляет накатку трубы и гибку дуги. |
Размеры заготовок: 1.спиральное скручивание 2.продольное скручивание 3.раскатка конца заготовки 4.изготовление корзинки | 1). проф. труба 10х10,15х15,20х20 , полоса 6х12мм 2). квадрат до 20 мм. полоса до 40х10мм 3). проф. труба 15х15, 20х20мм 4). круг и квадрат 6ммх4, 8ммх4, 10ммх4 | 1). круг, квадрат от 8-20мм¸ проф.труба – 10,15,20,25 2). квадрат 8-20мм, проф.труба 10х10,15х15,20х20 3). квадрат/круг 8-20мм, проф.труба 10х10-40х20мм | 1). труба/квадрат max 20х20х1,5мм, полоса 30х10мм 2). квадрат 16х16мм, полоса 30х10мм 3)квадрат 12х12мм 4) квадрат max 8х8мм Пруток max 8мм |
Частота вращения рабочих валов/скорость вращения оправок | 7,5 об/мин | 9,5 об/мин | 16 об/мин |
Мощность электродвигателя | 3кВт | 2,2 кВт | 2,2 кВт |
Ток питания сети | 380 либо 220 В | 380 либо 220В | 380В |
Габаритные размеры, мм | 1430х800х1120мм | 720х720х1180мм | 1270х670х1550мм |
Масса станка | 695 кг | 300 кг | 482 кг/в упаковке-572 кг |
Стоимость | от 483040 рублей | от 209000 рублей | 547020 рублей |
Преимущества | Станок изготовлен из толстого металла. Имеет надежный редуктор и двигатель. Эксцентрики выполнены из высокопрочной стали – позволяют изготовить огромное количество элементов. Многофункционален. Совмещает в себе функции двух станков «Ажур-1М» ( изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы) и «Ажур-2»( обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу). | Имеет двустороннюю рабочую зону-компоновку. т.е. рабочие валы выходят на обе стороны станка с соответствующей оснасткой станка (валки, ролики, лекала и т.д.), это позволяет свести к минимуму замену оснастки для выполнения той или иной операции. Увеличенная производительность станка дает возможность обрабатывать две заготовки одновременно для скорейшего выполнения ваших заказов. | Оснащен ЧПУ, позволяющим в кротчайшие сроки получить спроектированное на компьютере изделие. Еще одним плюсом является, быстрая смена оснастки не требует наличие высококвалифицированного специалиста. Потребляет меньше электроэнергии (на 25%) и обладает более привлекательной ценой. |
Недостатки | Отсутствует ЧПУ | Отсутствие ЧПУ (все операции выполняются «на глазок»). Медленная скорость смены оснастки ведет к уменьшению производительности труда. | Необходимость дополнительного приобретения горна, навесного блока UNV-LP. Меньше возможностей по количеству операций в сравнении с конкурентами. |









Показатели таблицы указывают на схожесть функционала станков «Ажур-Универсал», «Мастер-Универсал» и «UNV3-02». Все три станка изготавливают завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляют накатку трубы и гибку дуги.«Ажур-Универсал»
Предыдущая | Следующая |
Цена оборудования
Размер расходов на оснащение кузницы из-за разницы в комплектации оценить оказалось довольно сложно. Поэтому мы подобрали оборудование для сравнения, исходя из следующей задачи – станок должен производить минимальный набор кованых элементов, необходимых для изготовления самых востребованных изделий: заборов, решеток, ограждений, ворот и беседок.Информация, которую нам удалось найти: – Станок со стандартным функционалом у дилеров «Blacksmith» – это «UNV3-02». Он стоит 360000 рублей. Может выполнять такие операции, как: гибка труб круглого и квадратного сечения, накатка труб, скручивание прутков и изготовление элементов «корзинка», «завиток», «кольцо» и «лапка». – Стоимость базовой комплектации станка «Декор-1» производителя «Декор» составляет 149050 рублей. В базовую комплектацию входят: малый кузнечный блок, привод-д1, эксцентриковые вальцы «РВ 1/1», штамп «Улитка» – универсальная У» и барабаны для навивки колец «Б-114». Станок по данной цене может производить следующие функции: раскатку «лапки», кольца диаметром 60-180мм, изделие «завиток», «дуга» и «кольцо». Дополнительные элементы приобретаются отдельно. – Станок серии «Мастер» со стандартным функционалом – это «Мастер-2У». Он обойдется в сумму от 189000 рублей в зависимости от комплектации. Станок за такую цену производит изготовление завитков, бубликов и волют длиной от 210 мм с раскованными и нераскованными окончаниями. – «Ажур» предлагает станок художественной ковки «Ажур-1М» за 187740 рублей в базовой комплектации, которую можно дополнить любым из приспособлений на выбор: «улитками» для валют, барабанами для колец, роликами для хомутной полосы и подготовки профильной трубы. Стоимость дополнительных комплектующих начинается от 2000 руб. – На сайте производителя «Профи» мы обнаружили очень привлекательную стоимость оборудования – меньше 200000 рублей за базовую комплектацию. К станкам, имеющим подобную стоимость, относятся: «Профи-4М» (от 185000 рублей), «Профи-3М» (от 170000 рублей), «Профи-2ЭМ» (от 130000 рублей), «Профи-2Р» (от 93000 рублей). Станки с подобными ценами могут производить замятие «гусиной лапки», скручивание спирали («волюта», «вензель», «завиток»). Правда, при более близком ознакомлении выяснилось, что часть приспособлений все же придется приобретать отдельно, а вот вариантов дальнейшего оснащения у станков мало.
С точки зрения соотношения цены и количества комплектующих, действительно подходящих для реализации поставленной нами цели, оптимальным вариантом являются станки от компании «Ажурсталь».
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Какой станок самый нужный?
Станок для холодной ковки
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов — твистер и гнутик. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.

Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Приспособа для корзинок
Закрутка-1оборот. Квадрат 6мм., длинна 180мм. Диаметр стержня 20мм. Крутиться легко. Можно помазать стержень маслом. Втулки сварил из кусочков того же квадрата. После закрутки 4 детали по краям обвязываешь резинками для купюр, расправляешь и по торцам делаешь прихватки.
2 втулки сделаны из кусочков квадрата 6х6. Одна втулка зафиксирована на столе, ко второй приварены ручки. Пруток толщиной 30мм. Толщина прутка влияет на диаметр корзинки. Толщина 30мм-корзинка 60-65мм.
Во втулках пазы для заготовки не сквозные. Они заглушены так чтобы заготовка входила в паз на глубину примерно 20мм.


на фотографии видно что пазы во втулках не сквозные, заглушены. пруток во втулку входит на 20мм.















Процесс изготовления 1 корзинки у меня занимает не больше 5мин.
Также можно крутить и круглый пруток.
Центральный пруток (30мм.) лучше зашкурить или, кому не лень, смазывать маслом для уменьшения трения об него заготовки. Чем меньше трение тем равномернее и легче будет закрутка.










Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
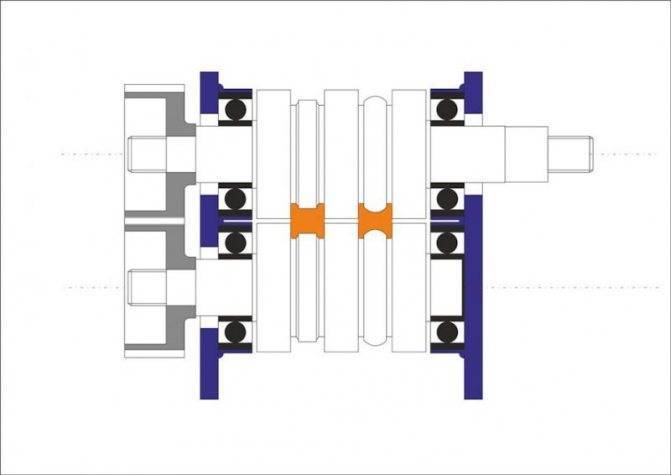
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.

Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.

Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
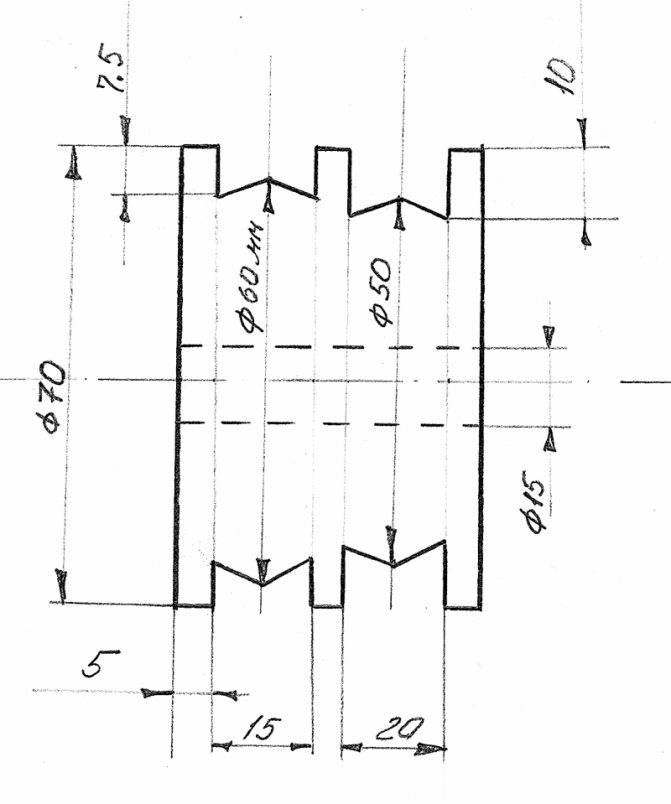
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
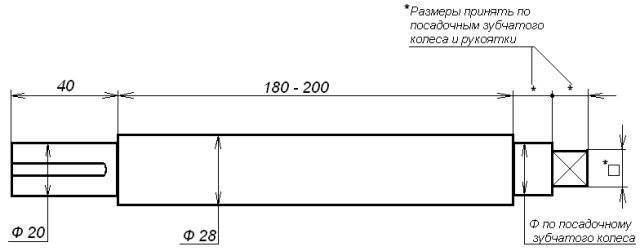
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка

Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел

Фиксатор для заготовки

Так выглядит конструкция в целом

Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Кузнечное гибочное оборудование для горячей и холодной ковки металла, размеры
Для обеспечения возможности формообразования в горячей ковке используется нагрев обрабатываемой заготовки. В качестве такого оборудования применяется горн или, если работа ведется с небольшими заготовками, муфельная печь. Учитывая, что дополнительно требуется организовать рабочее место для обработки горячей заготовки, помещение для организации такого производства должно иметь достаточно большие размеры.
В холодной ковке, как минимум, отсутствует габаритное оборудование для нагрева. Применяемое в ней оборудование и оснастка не занимает большую производственную площадь. Некоторые виды легко помещаются в тумбочке рабочего стола.
Ручные станки: твистер, улитка и другие
Для изготовления типовых базовых элементов, которые применяются в холодной ковке, не требуется очень большой номенклатуры станков. Следующий набор ручных станков позволит создать все многообразие изделий холодной ковки.
Гнутик. С помощью этого станка выполняются из прутков проката различные по форме дуги и производится сгиб заготовки в определенный угол.

Гибка полосы на гнутике. Фото Фирма Ютика
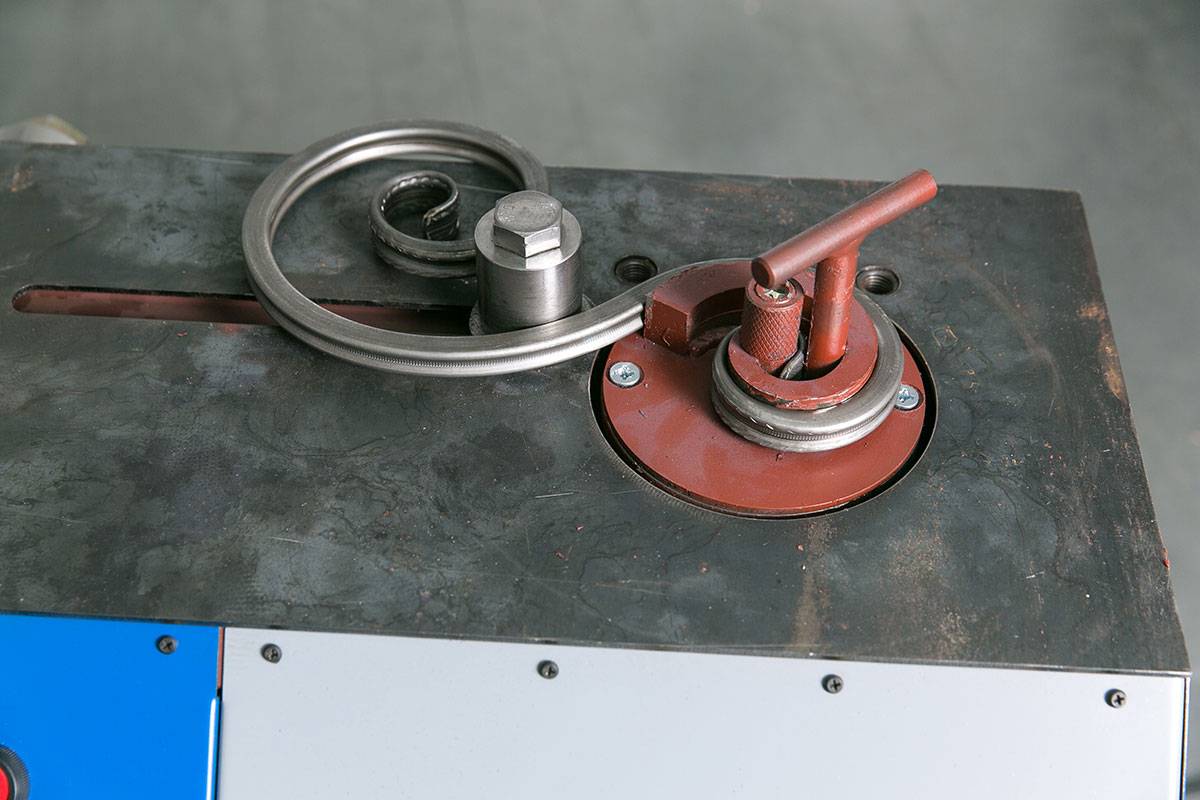
Улитка. Станок изготавливает самые популярные изделия холодной ковки: завитки, спирали. Размеры и форма завитков и спиралей регламентируется кондуктором – формообразующей оснасткой для таких станков.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Торсион. Ручной станок, выполняющий закручивание прутка вокруг своей оси. Готовые изделия с такой формой заготовки имеют более привлекательный оригинальный вид.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Фонарик. При помощи этого оборудования, по принципу действия аналогичному торсионному станку, получают заготовки напоминающие переплетение корзинок.

Станок для изготовления корзин Blacksmith M04B-KR. Фото ВсеИнструменты.ру
Волна. Станок, позволяющий изготавливать заготовки в виде волн с различной длиной и амплитудой.

Станок для холодной ковки типа Волна
Объемник. Изготавливают изделия типа дуг большого радиуса. Можно использовать в производстве, где таких одинаковых дуг требуется значительное количество.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Ручные трубогибы. Условия деформации заготовки делают этот станок наиболее приемлемым для гнутья профильных труб.

Трубогиб-профилегиб Smart&Solid BendMax-200. Фото КовкаПРО
Ручной пресс. Станок для создания отпечатков (рисунков) на поверхностях заготовок.

Ручные ножницы. С их помощью выполняются требуемые линейные размеры заготовок.
Станки для холодной ковки возможно дополнить электроприводом, что улучшит технические характеристики. Электрические устройства обладают большей производительностью.
Универсальные станки, с ЧПУ и не только
При наличии необходимых финансовых средств можно наладить выпуск всей номенклатуры заготовок холодной ковки на одном оборудовании. Универсальные станки способны выполнить любую технологическую операцию при наличии необходимой оснастки, вплоть до раскатки лапок и формирования труб. Если надо обеспечить 100% повторяемость изделий, станки оборудуют блоком с ЧПУ.
Универсальный кузнечный станок Blacksmith UNV3-02. Фото ВсеИнструменты.ру
Применение такого оборудования позволяет задействовать минимальное количество производственной площади. Станки с ЧПУ повышают эффективность производства, особенно на предприятиях со значительным объемом производства.
Инструменты
Большая часть изделий холодной ковки изготавливается по шаблонам (кондукторам) и лекалам. Прежде чем получить готовую деталь, автор придумывает, как разработать эксклюзивные приспособления для ее изготовления. Так, например, возникли шаблоны спиралей с размерами, соблюдающими гармонию пропорций золотого сечения.







Самодельный кондуктор
Базовые поверхности шаблонов и лекал являются формообразующими для заготовок. При изготовлении самих шаблонов и лекал может использоваться специальный кузнечный инструмент холодной ковки. Для гибки шаблонов из полосы или прутка, применяется очень популярный в кузнечном деле инструмент вилка.
Секрет холодной ковки: тугой торсион из профильной трубы
Темой сегодняшнего разговора станет холодная ковка, или придание металлу определённых форм без нагрева. Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Читайте в статье
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.
Подготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.
Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.
Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.
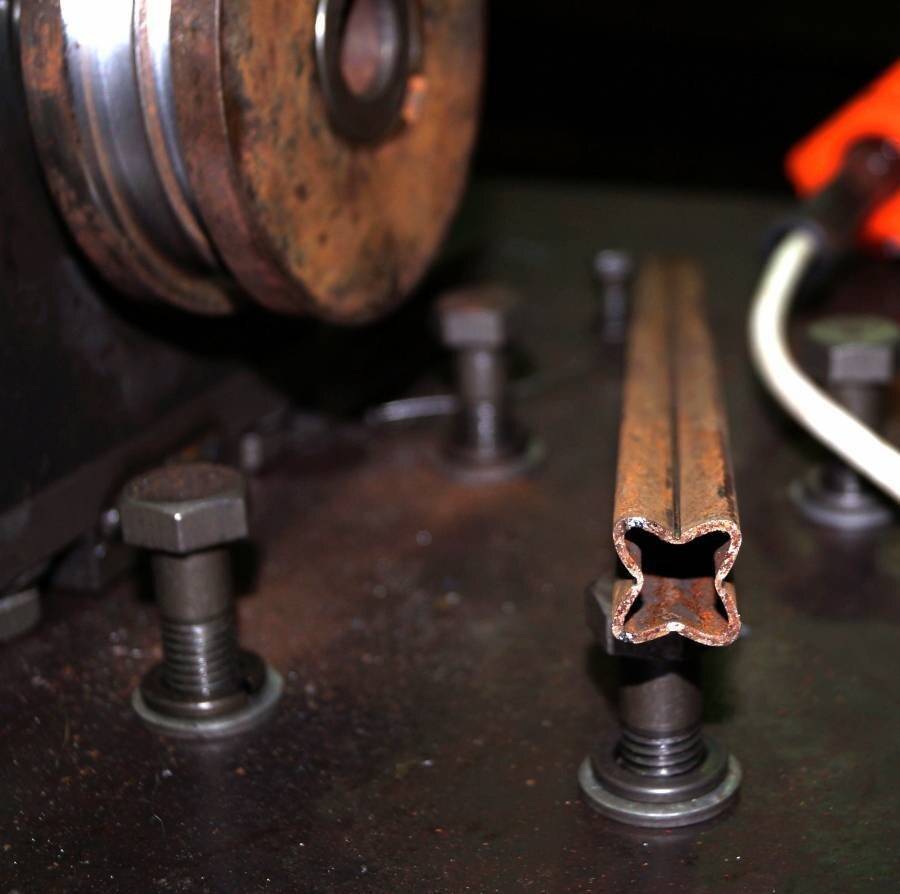
Скручивание профильной трубы в торсион
После включения станка сначала труба немного скручивается по всей длине, после чего спираль начинает уплотняться. Однако уплотнение происходит не одновременно по всей длине, а начиная со стороны, на которую передаётся крутящий момент. Здесь усилие значительно больше. На фотопримере уплотнение продвигается снизу-вверх.
Здесь стоит отметить, что чем тоньше будет внутренний вставыш, тем большее усилие придётся приложить для скручивания. Но при этом и спираль получится плотнее.
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.
Не стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.
Ещё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.
Проблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?
В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.
Комментарии излишни, результат говорит сам за себя.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
Обычная профильная труба превращается в элемент декора для красивого забора
Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы. Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.





