
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.
Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей — насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали







Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
1 Плюсы холодной ковки
При обработке металла данным способом не требуется его нагрев. Следовательно, не требуются печи, выдержка температур, навыки работы с раскаленным металлом, специальные рабочие площади и т.д. К тому же отсутствует опасность получения серьезных ожогов.
Приспособления для холодной ковки предусматривают выгибание и прессование металла. Станки для выполнения этих процессов могут быть как электрическими (понадобится электродвигатель и редуктор), так и ручными. Они просты в изготовлении своими руками, в обслуживании. Конструкция самих агрегатов абсолютно элементарна, но стоит знать, что сам процесс ручной ковки требует немалых сил от рабочего.
В отличие от декоративных элементов, полученных в результате обработки раскаленного метала, продукт холодной ковки, в случае необходимости, всегда можно переделать. Он разгибается так же легко, как и сгибается.
Для придания изогнутой формы металлу на станке не требуется создание высокой температруры
Метод создания декоративных элементов из металла без нагревания очень удобен, когда нужно сделать много одинаковых. В этом случае изготавливается самодельное устройство под конкретный рисунок с конкретными размерами и выполняются шаблонные действия.
Гибочный станок значительно экономит время, силы и финансовые затраты на оборудование помещения и само выполнение работ по обработке металла.
1.1 Назначение устройства
Устройство для холодной ковки позволяет выполнить абсолютно все работы, которые выполняет кузнец по обработке горячего металла. Ручные приспособления прекрасно справятся с производством таких декоративных элементов как:
- оконные решетки;
- конструктив для поручней лестниц, лавочек, стульев;
- ножки, быльца и прочие элементы домашней мебели;
- конструктив различных ограждений, ворот, калиток;
- подставки под цветы, каминные решетки, полочки и многое другое.
В процессе холодной ковки применяются исключительно мягкие металлы, такие как алюминий, дюралюминий, сталь, медь, латунь, магниевые и никелевые сплавы.
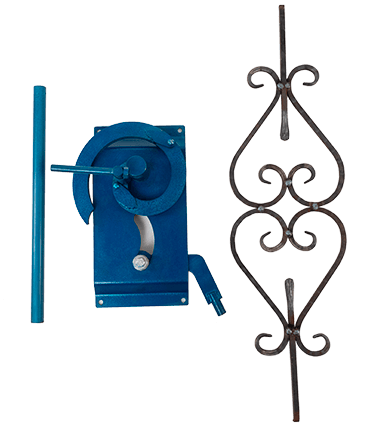
Примеры изделий выполненных с помощью метода холодной ковки металла
1.2 Разновидности агрегатов
Для создания декоративного кованного интерьера из металла понадобятся детали нескольких типов. Среди них спиралеобразные прутья, дуги, спирали, различные детали из листового металла.
Универсальный станок для холодной ковки своими руками сделать практически невозможно, поэтому для создания каждого элемента придется делать отдельное приспособление. К таким устройствам относят следующие агрегаты:
- Гнутик. Позволяет изготавливать металлические дуги, выгнутые под определенным углом.
- Улитка. Такое устройство предназначено для загиба арматурных и профильных прутьев в спирали.
- Твистер. Инструмент для изгибания прута в спиралеобразный вдоль оси.
- Волна. Устройство, предназначенное для загиба арматурного или профильного прута в волновой элемент.
- Кольцо. Для изготовления колец и овалов.
- Пресс. Устройство, предназначенное для расплющивания металлических изделий.
- Молот и наковальня. Очень полезные универсальные инструменты, позволяющие исправить недоработки.
Все агрегаты, предназначенные для выполнения указанных выше задач, могут быть как ручными, так и электрическими.
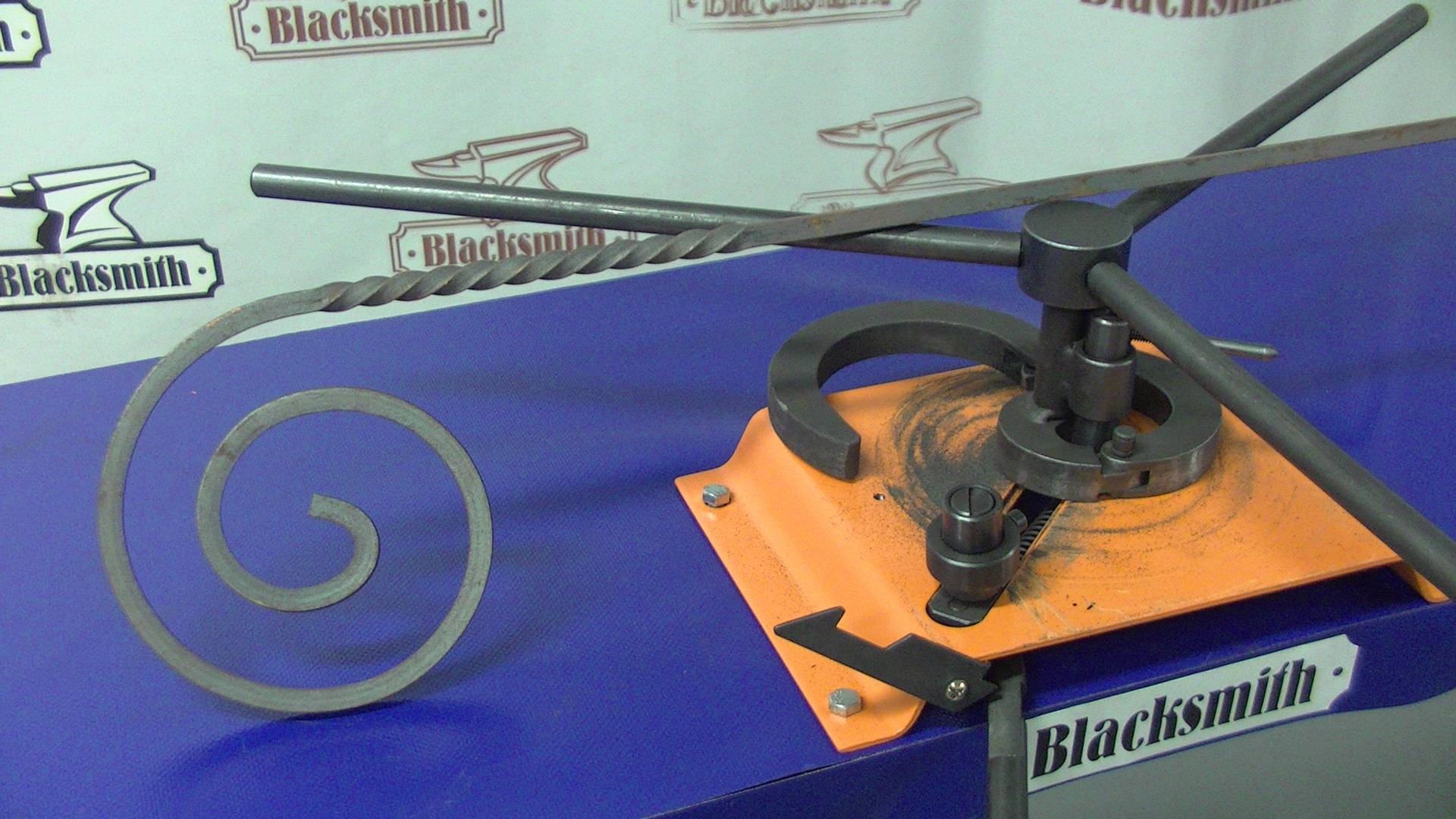
Улитки для изгиба металлических прутьев по спирали
Для работы последних понадобится электродвигатель и редуктор. Электрические станки, имея двигатель и редуктор, выполняют работы гораздо быстрее и облегчают участь самого работника.
Изготовление улитки
Несколько устройств представлено на рисунке. Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного конструирования, когда давать рекомендации с указанием точных параметров всех составных частей не имеет смысла. Здесь необходимо ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то сама сборка сложностей не вызовет.
Устройство рабочего стола
Процесс холодной ковки требует приложения больших усилий. Если уже есть готовый верстак, то, возможно, придется его укрепить. При изготовлении улитки с нуля каркас стола делается только металлическим – швеллер, уголок, труба толстостенная.
Понятно, что столешница также должна быть металлической. В процессе работы улитки она будет подвергаться как статическим, так и динамическим нагрузкам. Следовательно, обычный лист железа не подходит. Только плита, и не менее 4 мм.





![Улитка для холодной ковки своими руками: [чертеж, видео]](https://ceramica-sp.ru/wp-content/uploads/5/5/a/55a9d481d8452f8560c23df5794de35a.jpeg)
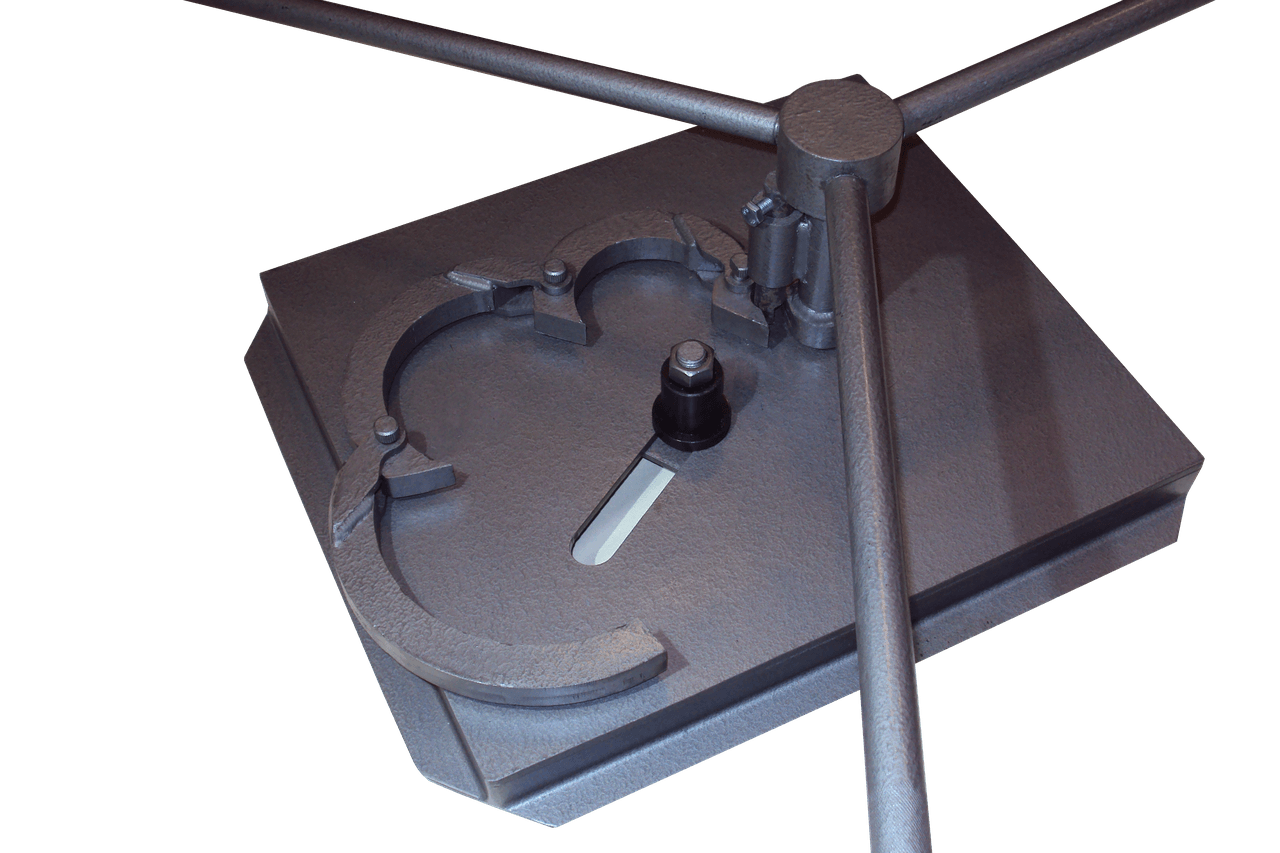
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный , то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Сборка улитки
Устанавливается лемех, крепятся рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) – обрезки труб, прутка, уголка и тому подобное. Если понятен принцип работы улитки, то никакие подсказки более и не требуются.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует. Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера. В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!являются универсальными декоративными элементами , применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типаиспользуется механизированное оборудование, а также ручные инструменты и приспособления . Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
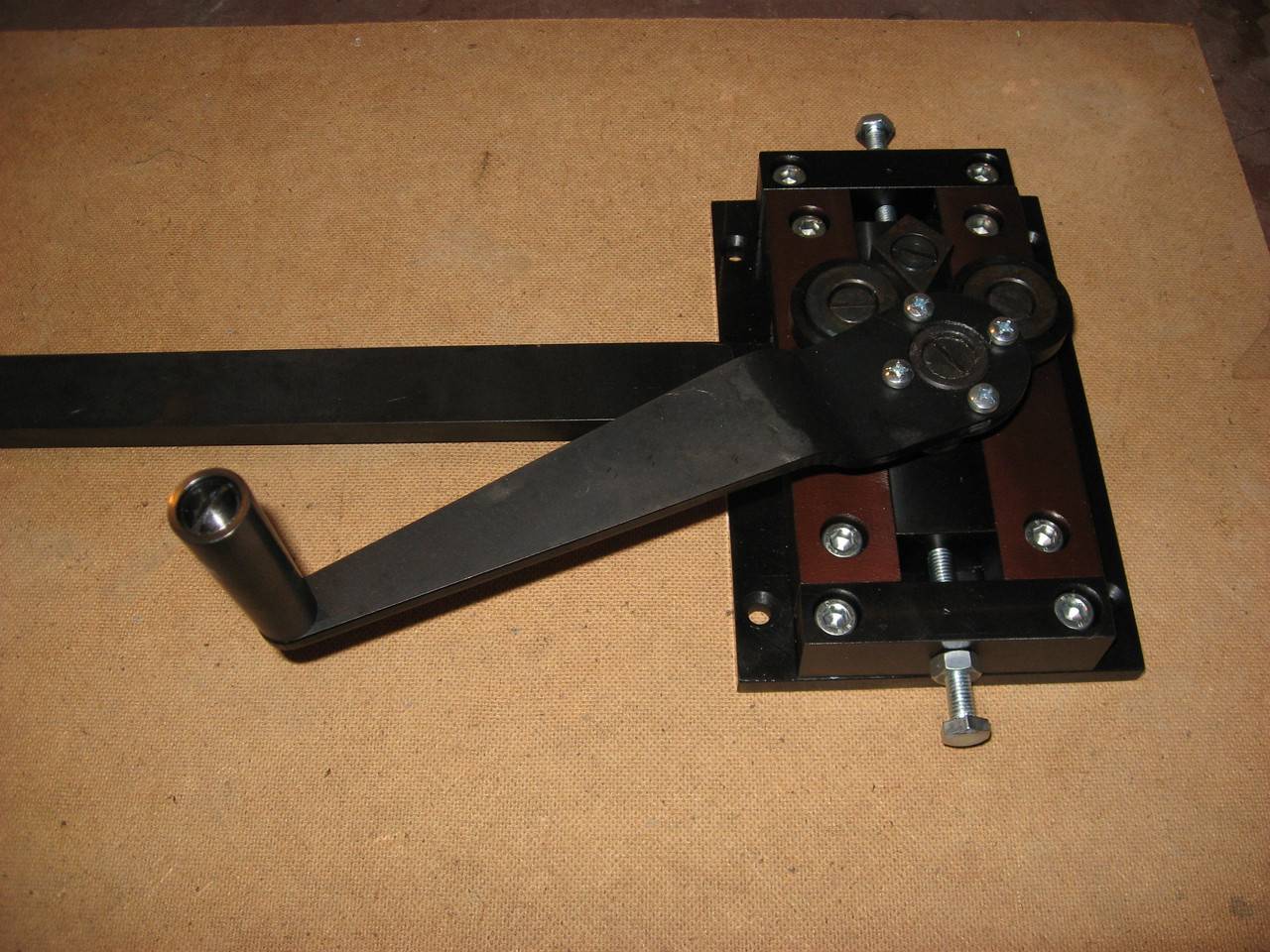
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.

Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
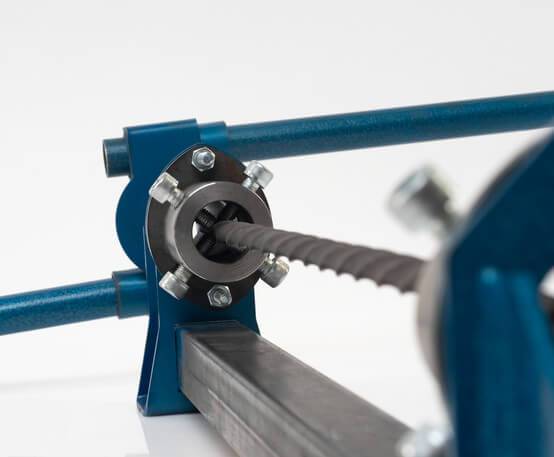
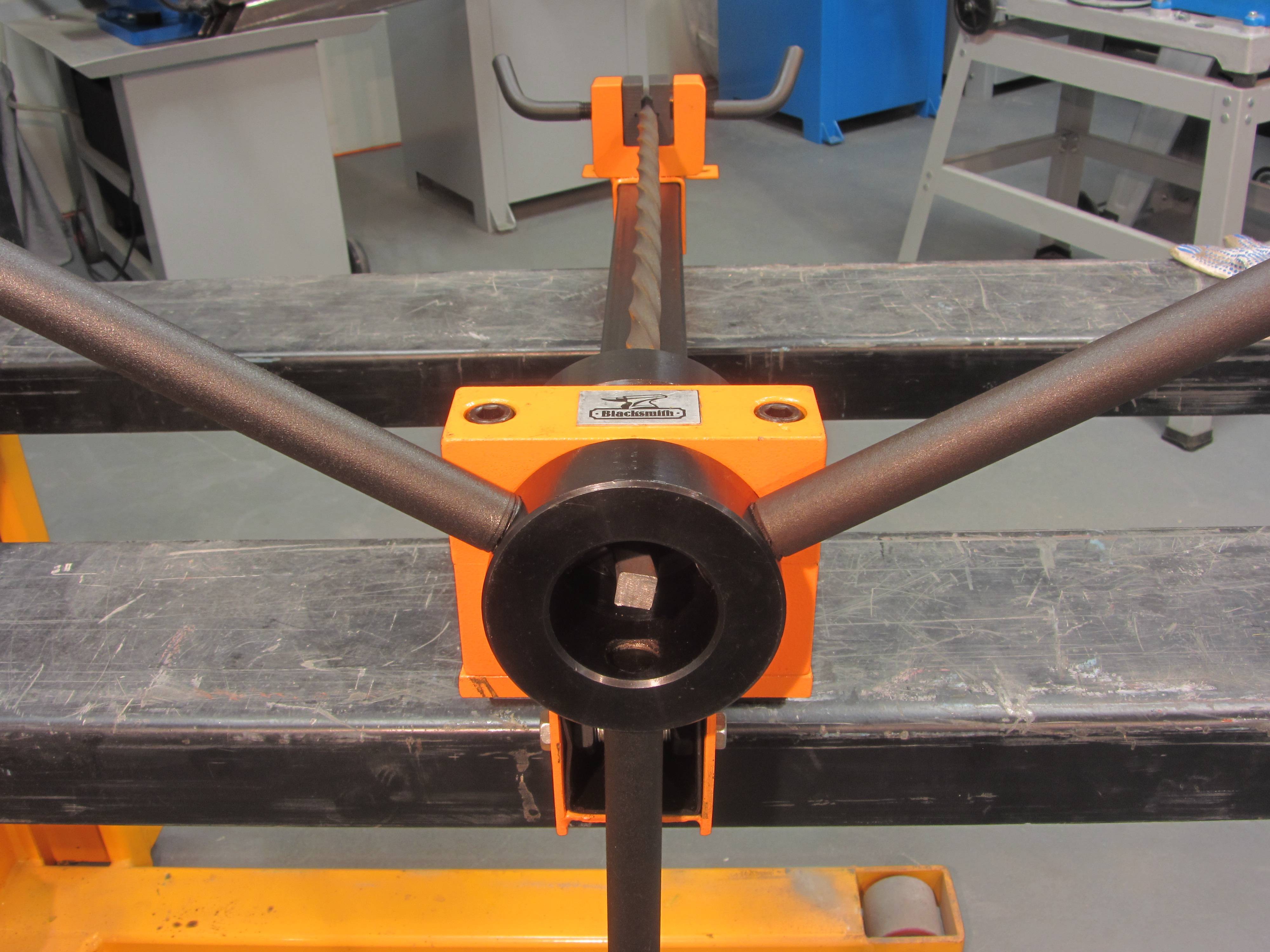
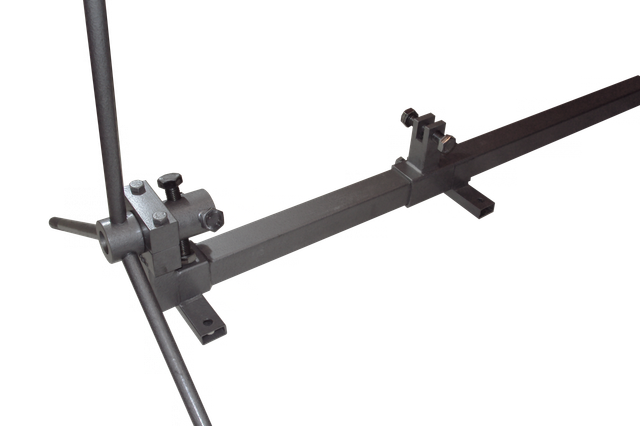
Торсионы
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.
Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.









Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Ручной привод или электрический?
Электрический привод можно установить на любой станок. Другой вопрос – нужно ли? И снова решение зависит от ваших планов. Электрический привод позволит вам сэкономить собственные силы. Но это не главное его преимущество. Вращательный момент при электрической силе будет более равномерным, а это приведет к ровным и одинаковым элементам ковки.
Чертеж станка для холодной ковки.
Претендент номер один для электрического привода – торсионный станок, где равномерность винтового скручивания вручную соблюсти чрезвычайно трудно. Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту.
Что же касается электрификации остальных станков, решайте сами. Если вы планируете заниматься холодной ковкой для собственных нужд, электрическая тяга вам вряд ли понадобится.
Желаем прочных улиток, качественных прутьев и настоящих ценителей вашего кузнечного искусства.





