
Плюсы и минусы труб ПНД
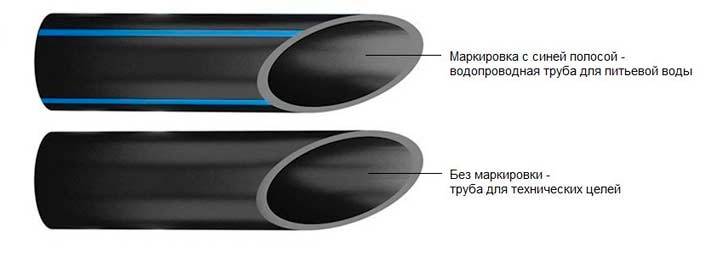
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.
Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.

Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.

Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.

Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.

Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Как согнуть и разогнуть ПЭ трубу
Существует два основных способа согнуть трубу из полиэтилена:
- При помощи формовочного спецоборудования. В таком случае первоначально нужно подготовить шаблон из листового материала, такого как ДВП. С его помощью можно будет защитить заготовку от повреждений. После следует изготовить силиконовую оболочку, предназначенную для крепления деформируемого изделия. В нее необходимо поместить трубу, прикрепив последнюю к ДВП оправе. Данную конструкцию впоследствии нужно поместить в аппарат для формовки. Ее нужно нагреть и согнуть, после чего – полностью охладить.

Посредством строительного фена в домашних условиях. Первоначально необходимо при помощи прибора нагреть подготовленную ранее поверхность. Чтобы сварка прошла максимально равномерно, изделие постепенно нужно проворачивать. После этого уже горячую заготовку нужно поместить в формировочный каркас









Как только это будет сделано, нужно осторожно изогнуть трубу, отслеживая, что бы потеряла свою форму. Когда угол будет зафиксирован, следует естественным способом охладить изделие

Если трубы длительное время были согнуты, перед началом их монтажа необходимо осуществить выравнивание. Это можно сделать как естественным, так и искусственным способом. Первым методом можно пользоваться при наличии времени и ясной и теплой погоде. В таком случае, необходимо растянуть изделия на участке под солнцем и зафиксировать любым доступным способом. Через некоторое время они выровняются. Чтобы ускорить этот процесс, можно использовать горячую воду и строительный фен. Перед этим трубы нужно растянуть соответствующим образом.
Особенности стыковой сварки ПЭ труб
 Соединение ПЭ труб с помощью сварки стык представляет собой многоступенчатый технологический процесс, требующий применения специального оборудования и высокой квалификации работников.
Соединение ПЭ труб с помощью сварки стык представляет собой многоступенчатый технологический процесс, требующий применения специального оборудования и высокой квалификации работников.
Однако, этот способ обладает и значительными преимуществами:
- не требует применения дополнительных элементов,
- выполняется с помощью одного сварного шва, равнопрочного с остальным телом трубы.
- техника сварки встык обеспечивает полное сохранение присущей полиэтиленовым трубам гибкости.
Это позволяет производить сварочные работы на поверхности грунта, а затем в готовом виде укладывать трубу в траншею. Такую процедуру можно без труда проводить и при укладке труб в открытую траншею, и при бестраншейной реновации, которая предусматривает разрушение старой трубы с одновременной прокладкой на ее место новой.
Технология сварки полиэтиленовых труб встык используется для труб диаметром 63 мм и более.
Концы стыкуемых труб или концы труб и соединительных элементов укладывают в центратор сварочной машины. Трубы выравнивают, фиксируют, торцы очищают хлопчатобумажной тканью, подвергают механической обработке на торцующем устройстве.
После получения равномерной стружки размером до 0,5 мм по толщине проверяют параллельность торцов соединяемых труб. При наличии зазора, превышающего допустимую величину, механическую обработку проводят вторично.
Нагрев стыков свариваемых элементов осуществляют с помощью нагревательного инструмента с антипригарным покрытием на рабочих поверхностях. После достижения требуемой температуры нагревающий элемент извлекают из зоны соединения. Свариваемые детали прижимают друг к другу, постепенно повышая давление прижима до установленного технологией значения. При этом давлении стык выдерживают определенное время, в течение которого происходит охлаждение шва.
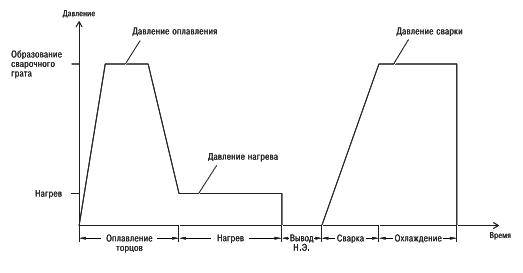 Схема изменения величины давления в процессе сварки встык
Схема изменения величины давления в процессе сварки встык
Виды соединения ПЭ труб со стальными.
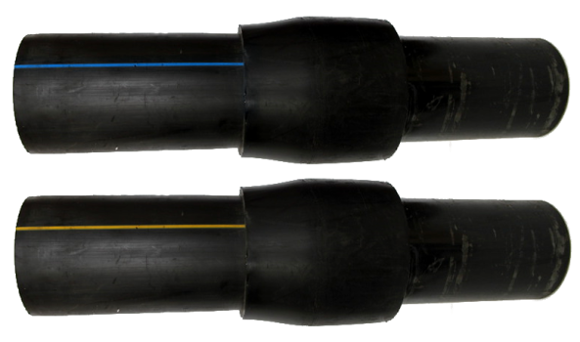
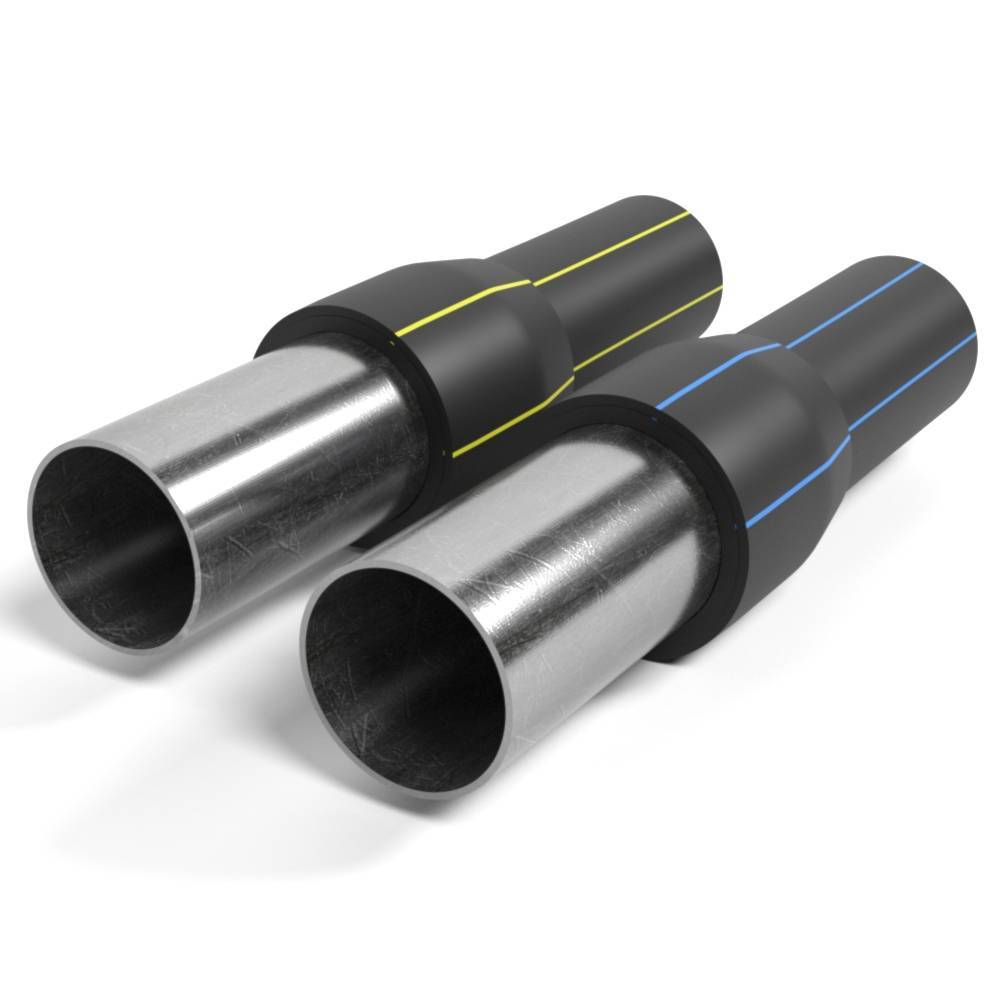
Неразъемное соединение полиэтилен-сталь (НСПС )
Неразъемное соединение полиэтилен-сталь (НСПС ) или переходник ПЭ-сталь применяется при строительстве газопроводов, водопроводов, напорной канализации для выполнения перехода со стальной трубы на полиэтиленовую ПНД или наоборот. Используются при установке трубопроводной арматуры или врезке в действующий стальной трубопровод. Переход сталь-ПЭ не требует обслуживания, его можно располагать непосредственно в грунте без колодцев на прямолинейных участках трубопровода. Переход полиэтилен-сталь представляет собой соединение, полученное свариванием стального патрубка с полиэтиленовым. Длина патрубков регламентирована техническими условиями для газопроводов ТУ 4859-026-03321549-98, для напорных трубопроводов по ТУ 2248-001-86324344-2009. Максимальное рабочее давление для газопроводов из ПЭ80 0,64 МПа, ПЭ100 1,0 МПа. Максимальное рабочее давление для напорных водопроводов ― ПЭ80 1,25 МПа, из ПЭ100 1,6 МПа. При изготовлении неразъемного соединения полиэтилен-сталь используется полиэтиленовая труба ПНД ГОСТ Р 50838-95 для газопроводов и ГОСТ 18599-2001 для водопроводов. И стальная водогазопроводная труба по ГОСТ 10705-80, ГОСТ 10704-91, ГОСТ 8731-74, ГОСТ 8732-78. НСПС представляет собой соединение, которое изготавливается путем сваривания стального патрубка с полиэтиленовым. Длина изделия регламентирована ТУ для напорных трубопроводов и газопроводов. Давление для газопроводов ПЭ 80 ― 0,64МПа, ПЭ 100 ― 1 Мпа; для напорных трубопроводов ПЭ 80 ― 1,25 Мпа, ПЭ 100 ― 1,6 МПа.
Чаще всего НСПС используют для присоединения металлических запорных устройств на полиэтиленовый трубопровод, постепенную замену участков стального трубопровода на полиэтилен, врезку ответвление из полиэтилена. Принцип детали НСПС ― прочное и герметичное соединение трубы или детали из стали с полиэтиленовой трубой такого же диаметра.
Неразъемное соединение с концом трубы происходит посредством терморезисторной сварки, для которой необходимо специальное оборудование. Конец полиэтиленовой трубы нагревается до вязко-тягучего состояния и под давлением соединяется со стальным торцом. Для усиления соединения применяют полиэтиленовые муфты, но можно обойтись и без них. Она позволяет использовать такое соединение в высоконапорных трубопроводах.
НСПС позволяют:
- Применять их в качестве заглушек;
- Применять запорную арматуру из металла на полиэтиленовых трубопроводах ПНД
- Производить на их основе газовые вводы различного диаметра
- Осуществлять отвод из полиэтилена в существующую стальную трубу
- Применять сварку на стальных трубопроводах со стальными трубами по нормативным документам.
- Установку металлической запорной арматуры в полиэтиленовых трубопроводах ПНД
- Поочередную замену участков стальных трубопроводов на полиэтиленовые с неразъемными соединениями до полной замены существующего стального трубопровода на полиэтиленовый
- Врезку ответвлений из полиэтиленовых труб ПНД с неразъемными соединениями в существующий стальной трубопровод
- Сварку со стальными трубами по действующей нормативной документации на стальные трубопроводы с неразъемными соединениями.
Компрессионные муфты с резьбой
Компрессионные полиэтиленовые ПНД фитинги. Этот тип соединительного оборудования называется обжимными трубными фитингами. Они присоединяются к системе с помощью прокладочного материала и колец для обжима. Для использования такого типа не нужно какое-либо дополнительное оборудование. Кроме того, при выработке прокладочного материала можно заменить старую прокладку на новую. То есть фитинги ПНД такого типа могут использоваться многократно, особенно в гидравлических системах.
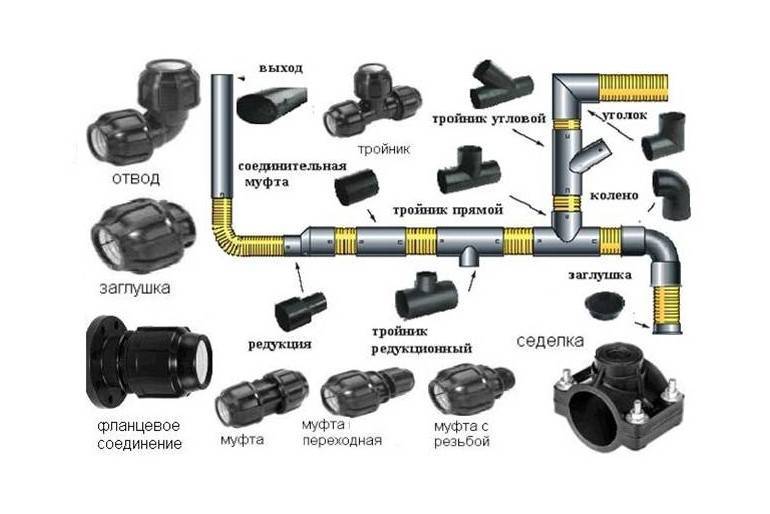
Компрессионные изделия используются в основном для гидравлических систем водоснабжения. В такую систему они могут быть встроены, будучи даже не до конца собранными. Это позволяет широко варьировать их применение в системах водоснабжения. Компрессионные фитинги бывают следующих видов:
- муфты переходные разного диаметра;
- муфты соединительные, в том числе с внутренней и внешней нарезкой;
- тройник без резьбы и переходный с резьбой;
- угольник;
- отвод;
- заглушка.
Они бывают как с внутренней, так и с наружной резьбой. Как и другие фитинги, эти имеют различные формы. Они бывают: муфтовые, тройные, крестовые, заглушки, фланцы, отводы.
Их изготавливают разных диаметров: от 16 до 110 мм. Рабочее давление, в зависимости от диаметра, может колебаться от 10 до 16 атмосфер.
Способы соединения полимерных трубопроводов
Соединение пластиковых водопроводных труб своими руками может осуществляться по разным технологиям. Выбор их зависит от предназначения системы, типа используемого полимера и габаритов трубы. Основными типами соединения считаются:
- В раструб. Чаще всего применяется для канализационных инженерных систем, где среда двигается самотеком. Подойдет и для водопроводных сетей, работающих не под давлением.
- С помощью клеевого состава. Здесь возможно два варианта как соединять пластиковые водопроводные трубы без пайки — стандартное клеевое соединение или «холодная сварка», когда под действием определенного компонента клея верхняя часть полимера растворяется, и 2 детали склеиваются между собой на молекулярном уровне. «Холодная сварка» подходит для водо-, газо- и канализационных систем.
- Резьбовыми соединениями. Такой тип монтажа оказывается уместен, когда выполняется соединение пластиковых труб с металлическими.
- Высокотемпературная сварка — детали, подлежащие соединению, предварительно разогреваются в специальной установке, а затем стыкуются. Технология носит также название диффузной сварки.
- Создание фланцевых соединений. можно применять специальные приварные втулки под фланцы или накладные металлические фланцы. Это оптимальный вариант соединения металла с пластиком.
- Стыковка с использованием цанг Конструкция обжимного фитинга оптимальна в случае соединения небольших диаметров. Монтаж осуществляется соединительными обжимными фитингами с резиновым уплотнением. В процессе монтажа зубцы металлической трубки «врезаются» в трубу, формируя надежный стык.
- Сварка с электрической муфтой. Для соединения детали подготавливаются — очищаются и обезжириваются, после чего располагаются в одной плоскости, и на них надевается электромуфта. Когда к ней подключают ток, трубы разогреваются — за счет этого и происходит стык. Стык формируется достаточно надежным, но недостаточно прочным для использования в отопительной системе.
В целом, можно соединить пластиковые трубы как без сварки, так и с ней, то есть, монтаж может осуществляться «горячим» (сваркой) или «холодным» способом.
Наиболее рациональной при монтаже водопровода является коллекторная разводка труб водоснабжения в квартире. В чем ее преимущества и особенности — читайте в отдельной статье.
Как организовать водоснабжение в частном доме из скважины рассказано в этом материале .
Особенности термоусаживаемых муфт
Изготовленные из радиационного полиэтилена ТУМ, применяют при изоляции и стыковке элементов трубопроводов. У варианта изоляции имеется ряд преимуществ относительно прочих способов при участии термоленты и так далее.
Преимущества применения термоусадочных муфт для труб:
Простота выполнения термоусадки при использовании данной манжеты. Производится она быстрее аналогичных процессов.Для выполнения гидро- и теплоизоляционной обработки не нужна помощь опытных мастеров и профессиональный инструментарий. Чтобы выполнить задачу, достаточно использовать только газовую горелку.Термоусадочные муфты подходят для труб, транспортирующих горячую и холодную жидкость.
Изделия способны выдержать кратковременное возрастание температуры воды вплоть десяти градусов.ТУМ подходят для трубопроводов, максимальное давление которых не превышает 1.6 МПа.Отличные диэлектрические свойства.Универсальное средство стыковки. Термоусадочная муфта подходит для стыковки труб горячего и холодного водоснабжения. Она способна восстанавливать изоляционный слой на участках магистрали.ТУМ не подвержен воздействию химических веществ.
В продаже можно найти большое разнообразие термоусадочных муфт для труб ППУ (про
Стыковая сварка полиэтиленовых труб
Для соединения полиэтиленовых труб, диаметр которых превышает 50 мм, уже несколько десятилетий применяется технология стыковой сварки.
Стыковая сварка осуществляется с помощью специального сварочного аппарата. Сварочный шов, образующийся на внешней поверхности трубы, легко зачищается, в то же время состояние этого сварочного шва является важным диагностическим параметром, позволяющим контролировать качество и надежность соединения.  Набор оборудования для стыковой сварки
Набор оборудования для стыковой сварки










Для соединения полиэтиленовых труб методом торцевой сварки применяется специальная сварочно-монтажная установка, предназначенная для создания неразъемного соединения труб, толщина стенки которых равна или превышает 4 мм.
В комплект установки входят:
Центратор
Троцеватель с электроприводом
Нагревательный элемент (в ряде моделей комплектуется электронным контроллером температуры)
Гидравлический агрегат
Набор вкладышей диаметром от 40 до 630 мм (комплектация может различаться для разных моделей)
Сварка полиэтиленовых труб встык с помощью сварочно-монтажной установки производится по следующему алгоритму:
Свариваемые трубы устанавливаем в зажимной центратор, зажимаем винты фиксирующих хомутов и проводим центровку труб.
Осуществляем торцовку труб с помощью торцевателя, после чего – обезжириваем обработанные торцы. Проверяем параллельность обработанных торцов труб, так как даже незначительное отклонение может привести к серьезному падению прочности соединения. При необходимости – повторяем торцевание.
Торцы обработанных и обезжиренных труб разводим в стороны, вставляем между ними нагревательный элемент.
Под небольшим давлением (регулируется специальным рычагом) производим разогрев торцов соединяемых труб.
Как только образовалась кромка 1-2 мм, прекращаем нагрев, отделяя торцы труб от нагревательного элемента, и убирая этот элемент.
Очень быстро, пока торцы труб не начали остывать, стыкуем их. Для стыковки применяем тот же рычаг, которым прижимали трубы к нагревательному элементу. Фиксируем трубы в таком положении и выдерживаем, не снижая давления, пока температура полиэтилена не снизится до 45-50С.
Снимаем давление с труб и вынимаем соединенные трубы из установки.
Ключевыми параметрами для стыковой сварки труб из полиэтилена являются:
Рабочая температура нагревательного элемента
Глубина плавления трубы
Уровень контактного усилия (давления) как при оплавлении, так и при осадке
Все эти параметры обязана содержать в себе таблица сварки полиэтиленовых труб, которой комплектуется каждая сварочная установка.
Способы соединения
Трубы из полиэтилена низкого давления можно соединять разъемным и неразъемным способами. Ниже мы расскажем о каждом из этих методов.
Разъемные соединения
Такой тип соединений применяется на диаметрах до 315 мм включительно, но желательно применять на диаметрах не более 110 мм. Он так же надежен, как и неразъемные способы.

Его достоинства:
- быстрота и легкость монтажа;
- экономичность — не требуется специальное оборудование; муфты и другие фитинги не слишком дороги;
- доступность – можно использовать в стесненных условиях, под водой, например.
Соединители (фитинги, муфты) монтируются в следующем порядке:
- торцы тщательно обрезаются перпендикулярно длине трубы; зачищаются от заусенцев;
- на торцах снимается фаска (с помощью специального приспособления или острым ножом);
- на торцы насаживается соединительный элемент (он входит в переходник достаточно туго);
- затем аккуратно затягивается гайка на фитинге.
Соединение муфтами
Это самый быстрый и не требующий особого оборудования способ сборки трубопроводов. Легко может быть применен в домашних условиях.
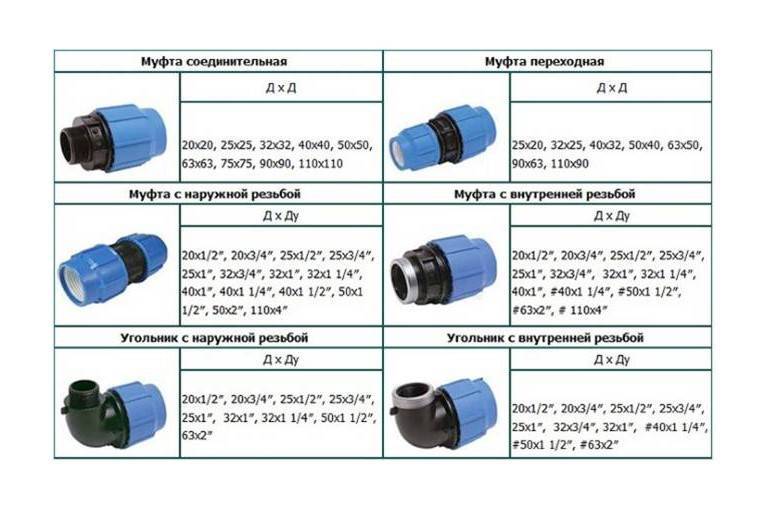
Полиэтиленовые муфты бывают нескольких видов:
- соединительные – соединяют трубы одного диаметра;
- редукционные – используют как переход для разных диаметров;
- компрессионные – предназначены для соединения труб ПЭ с различной запорной аппаратурой, стальными, пропиленовыми или ПВХ трубами.
Муфты бывают прямые и угловые. Виды муфт приведены в таблице.
Фитинговое соединение
Компрессионные фитинги – разновидность соединительных деталей для водопроводов.
Установка их аналогична установке муфт.
Фланцевое соединение
Применяется на магистральных трубопроводах большого диаметра (не менее 40 мм) для установки задвижек, вентилей, регуляторов ( для их последующего снятия для ремонта или замены).

Для закрепления фланцев на концы трубопровода привариваются специальные муфты, затем на них накручиваются фланцы.
Стыковая сварка
Такой сваркой желательно соединять заготовки с толщиной стенки не менее 5 мм.
Торцы зачищаются, снимается фаска, вставляется в специальный нагреватель, оплавляются, затем заготовки стыкуются, прижимаются и выдерживаются неподвижно до полного охлаждения.
Электромуфтовая сварка
Соединяемые две трубы вставляются в специальную муфту, внутри которой есть нагревательный элемент. Затем на него от специального аппарата подается напряжение, муфта и заготовки разогреваются и свариваются. Очень удобный способ сварки. И очень дорогой. На больших диаметрах стоимость муфты будет намного превышать стоимость трубопровода на Вашем участке.








При выполнении такого вида сварки следует особое внимание уделить предварительной зачистке торцов и неподвижности соединения до момента полного остывания
Труба пнд водопроводная – размеры и цены
Если вам нужна напорная труба пнд, то по толщине она значительно больше, чем безнапорные изделия. Например, в случае самотечной канализации применяют трубы с показателями SDR от 26 до 41, а для слабонапорного водопровода малоэтажного здания вполне подойдут трубы — SDR 21-26.
Если есть необходимость в обеспечении высокого давления для магистрального водопровода или чтобы устроить канализационный напорный коллектор, показатели SDR должны быть не более девяти.
Выбирая трубы ПНД для проложения канализации, размер и цена будет зависеть от того, что изделие с большим диаметром и большей толщиной стенки будет стоить выше. Это касается и других ПЭ труб.





