
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
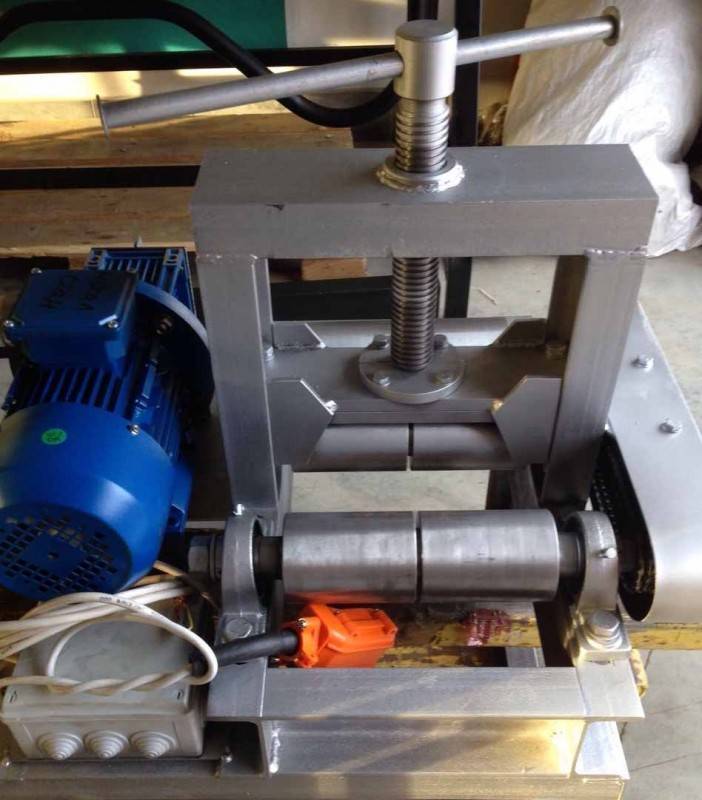
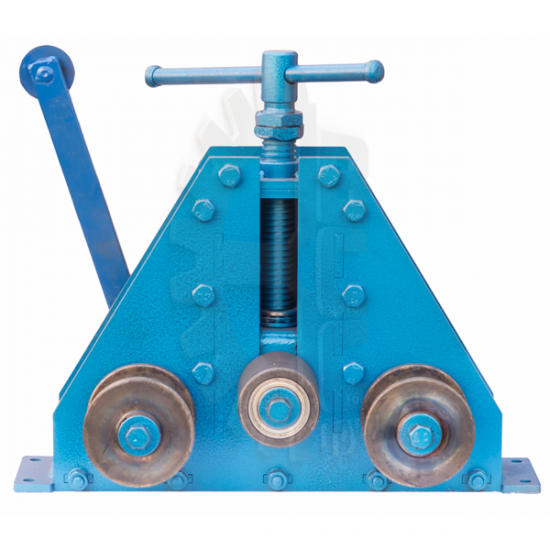
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
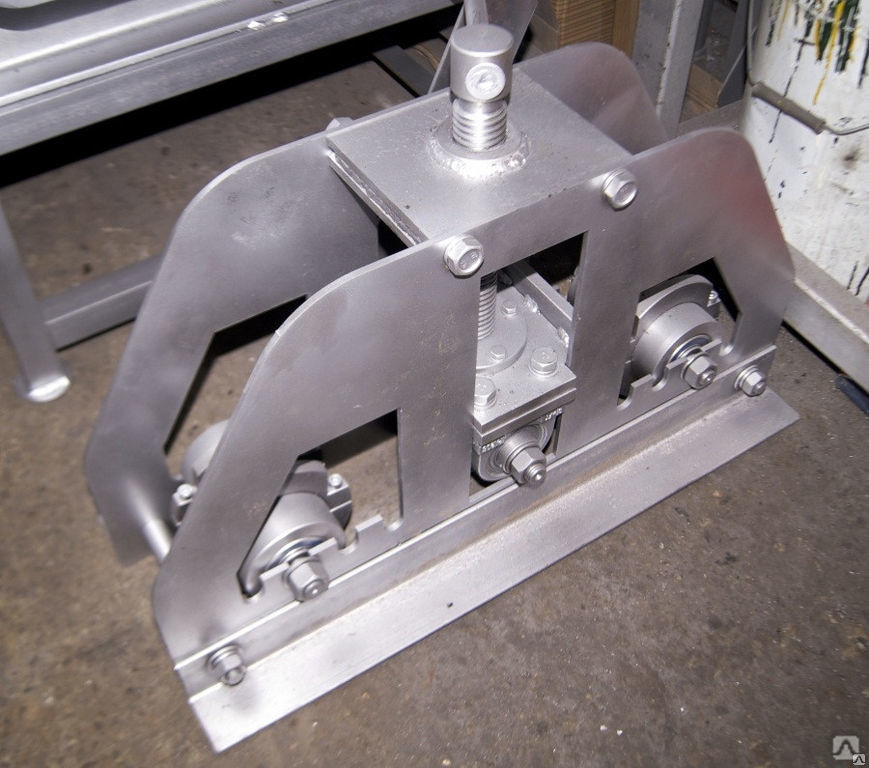
Станок для высокоточной гибки профиля
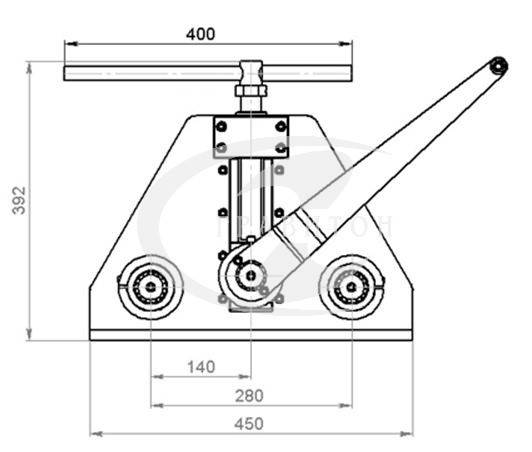
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
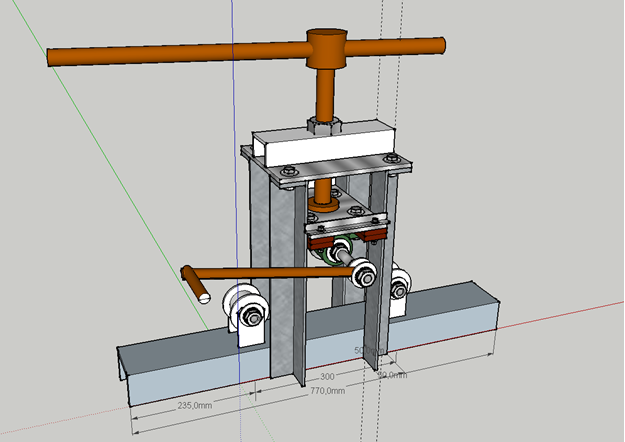
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
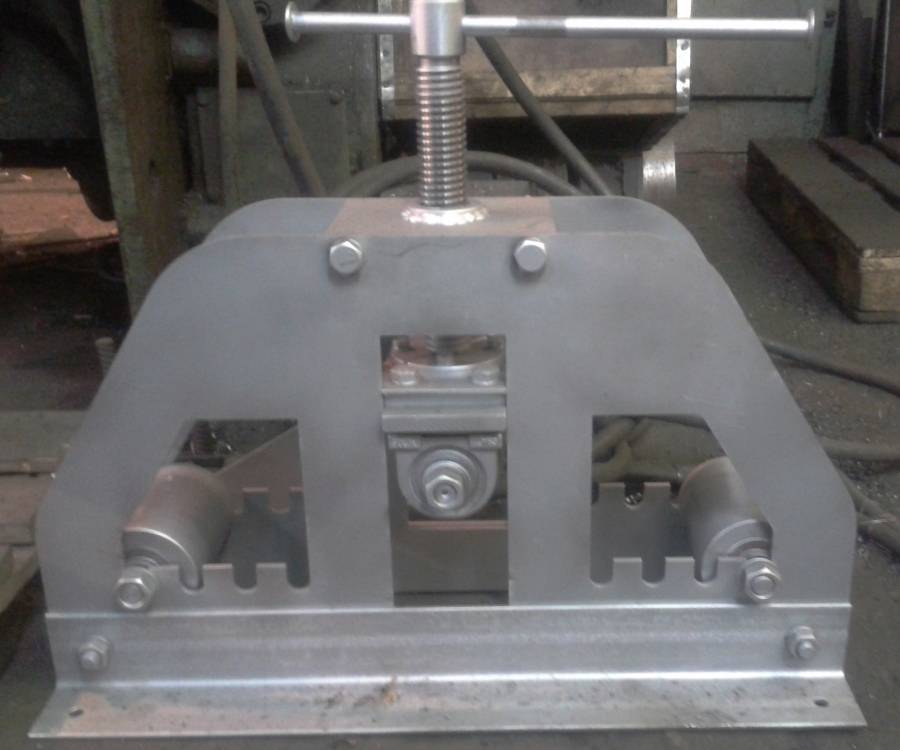
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

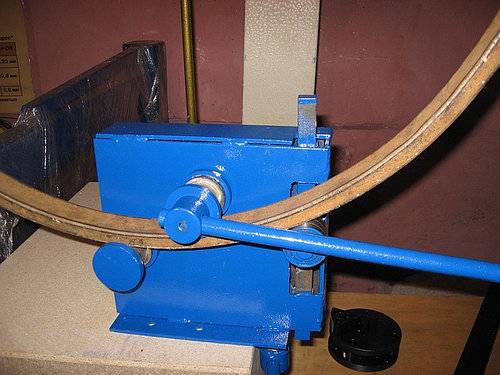
Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
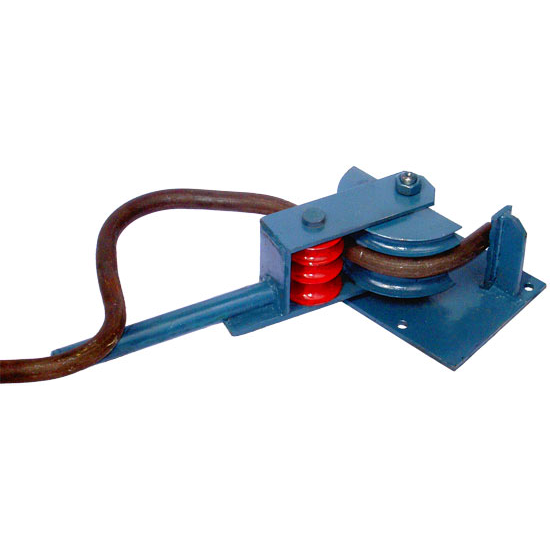
Шаблонный трубогиб своими руками
Ручное сгибание по шаблону является простейшей технологией любой (в том числе, и пространственной) гибки труб. Часто её используют с заготовкой, нагретой в месте изгиба (например, газопламенной горелкой или паяльной лампой): пластичность металла повышается, а усилие деформирования – уменьшается.
Описание шаблонного трубогиба:
- Фиксатор в форме якоря, куда вводится труба.
- Подвижный/сменный упор, по оси которого имеется выемка, соответствующая дуге внешнего диаметра трубы.
- Плита с крепёжными отверстиями.
На противоположной стороне упора выполняется скос, угол которого соответствует требуемому (после сгибания!) значению угла изгиба.
Все детали могут изготавливаться и из обычной конструкционной стали (например, стали 45), однако упор простоит дольше, если его выполнить из инструментальной стали типа сталь У10А.
Пошаговый монтаж следующий. На опорную плиту устанавливают фиксатор, затем соосно ему крепят упор. Расстояние между деталями должно быть принято с учётом известного диапазона соотношений R/d
Весьма важно выдержать рекомендуемое значение радиуса закругления при переходе к изогнутой части трубы
В соответствии с ГОСТ 17685-71 они принимаются такими:
- S/d < 0,03 – не менее 4d;
- S/d < 0,06 – не менее 3,6d;
- S/d < 0,11 – не менее 30d;
- S/d < 0,16 – не менее 2d.
Указанные ограничения действуют при холодном сгибании. Нагревом деформируемой части (не более, чем до 1500С) приведенные значения допустимо снизить на 12…15%. Максимальный угол данный тип трубогиба не ограничивает, однако при значениях углов, превышающих 450, на заготовке образуются складки, а сечение трубы теряет свою первоначальную форму.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:







- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
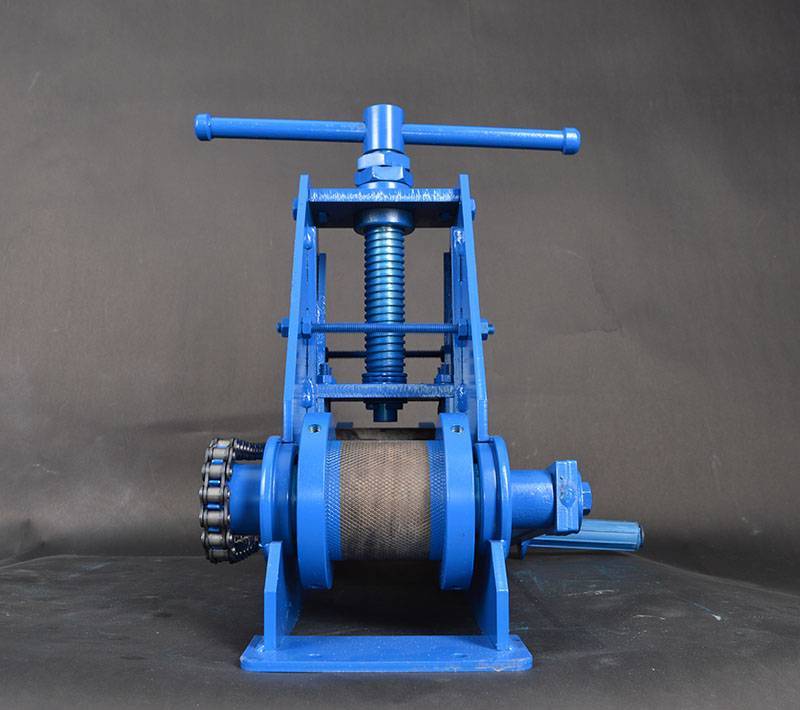
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Важные элементы конструкции
Вне зависимости от того, какой тип вам больше подходит для предстоящих задач, будет представлено две противные силы – одна статичная, которая как раз упирается в трубу и гнет ее (вал, угол, деревянный шаблон), вторая, соответственно, – динамичная, она приводит весь механизм в движение. Такое устройство удобно тем, что исходя из положения, можно менять размеры загиба, причем сгибание доступно большого радиуса. Самым оптимальным вариантом в этом отношении считается трубогиб прокатный, его можно сделать своими руками. Несмотря на то, что его сложнее всего создать, он будет эксплуатироваться в течение нескольких лет. Он конструктивно состоит из следующих элементов:
- Трех роликов из металла.
- Цепи для передачи привода.
- Вращательной оси.
- Электропривода (движка) или ручного приспособления – вращательной ручки с достаточно большим рычагом.
- Металлического основания – станины.
Если валы будут созданы не из стали (вдруг нет токарного станка по металлу), а из дерева или полиуретана, то необходимо внимательно отнестись к прочности выбранных материалов. Если планируется гнуться довольно массивные трубы, то есть вероятность, что оборудование просто не выдержит.
Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.
Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.
Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.








В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Основные виды
В продаже имеются различные виды трубогибов, изготовленные для выполнения определённых задач и для конкретного материала. Прежде всего необходимо разделить их по типу привода:
- Ручные. Позволяют изогнуть трубу за один приём в одном месте. Рассчитаны на относительно небольшие диаметры, для которых достаточно усилия человека.
- Механизированные. Представляют собой обширную группу оборудования, от небольших до крупных станков. Имеют электродвигатель, пневмо- или гидропривод, электромеханический привод универсального действия, создающий необходимое для работы усилие.
 Механизированный трубогиб с гидроприводом
Механизированный трубогиб с гидроприводом
По профилю:
- Для круглой трубы определённого диаметра.
- Универсальные устройства (пригодные для различных диаметров).
- Для профильной трубы (прямоугольного сечения).
По направлению усилия существуют:
- Радиусные приспособления, обёртывающие трубу вокруг опорного ролика.
- Арбалетные, в которых происходит выдавливание трубы между двумя направляющими.
Все виды приспособлений производят гибку труб или неполого материала в холодном состоянии, т.е. без нагрева. Это увеличивает напряжения в зоне изгиба и создаёт возможность смятия или деформации сечения. Для усиления стенок труб и снижения деформаций используются дорновые станки, которые помещают внутрь трубы в месте изгиба специальную оправку — дорн, не позволяющий трубе изменить форму сечения или приобрести волнистую, смятую поверхность. Дорновые приспособления позволяют получить качественный результат при работе с тонкостенными трубами, наиболее чувствительными к деформациям. Бездорновые устройства используются преимущественно с толстостенным материалом.
 Основная цель трубогиба — гибка труб в холодном состоянии
Основная цель трубогиба — гибка труб в холодном состоянии
Имеются также улитковые трубогибы, изменяющие форму трубы по всей длине, а не только в одной точке.
С их помощью изготавливаются дуги, круги любого диаметра, вплоть до самого большого. Особенностью этих устройств является малое, но равномерное воздействие по всей длине трубы, образующее дугу заданного размера и радиуса. Труба зажимается между двумя опорными и одним образующим роликами и подаётся механическим способом, отчего образуется дуга, а при большой длине — окружность. Существуют как ручные, так и автоматические конструкции, позволяющие ускорить работу и устранить необходимость прикладывать физическую силу.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
ТРУБОГИБ ДЛЯ КРУГЛОЙ ТРУБЫ
Watch this video on YouTube
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогибаЧертёж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстияГотовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
Сделать домашний трубогиб не трудно, но для начала надо определиться с предпочитаемым вариантом. Самым трудным для реализации из представленных выше вариантов является станок намоточного типа. Сделать в домашних условиях его трудно, но реально, если уделить немного больше времени, чем на прочие варианты.







Выбирая арбалетный станок, необходимо знать о том, что их главным недостатком считается воздействие на материал только в одной точке. Такое воздействие на оснастку приводит к тому, что материал испытывает растяжение, поэтому не исключается образование разрыва стенок или уменьшение их толщины. Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Вальцовочные или прокаточные приспособления лишены всех вышеуказанных недостатков, поэтому они пользуются популярностью среди мастеров, поставивших себе цель сделать трубогибочный станок для профильной или круглой трубы.
Если поставлена задача изготовления приспособления своими руками, необходимо для начала решить, какой радиус или угол изгиба необходимо получить. Прежде чем приступать к перегибанию стальных труб, следует разобраться с допустимыми радиусами, которые зависят от толщины стенок и диаметра. Ниже приведена таблица, в которой указаны допустимые радиусы изгиба, зависящие от толщины стенок и диаметра оснастки.
Если не соблюдать рекомендации из таблицы, то превышение нормы повлечет за собой нарушение целостности материала. Если надо согнуть трубу меньшего радиуса, чем указано в таблице, следует прибегнуть к применению горячего метода вальцевания, использующиеся в производственных условиях.
Это интересно! Есть также дорновые трубогибы, которые имеют сложное устройство, и не изготавливаются в домашних условиях. Если необходимо согнуть трубу по методу горячей прокатки, тогда ее можно реализовать в домашних условиях. Для этого используется обычный вальцовочный трубогиб, а также паяльная лампа или газовая горелка.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно!Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.

Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.

Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.





