
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Watch this video on YouTube
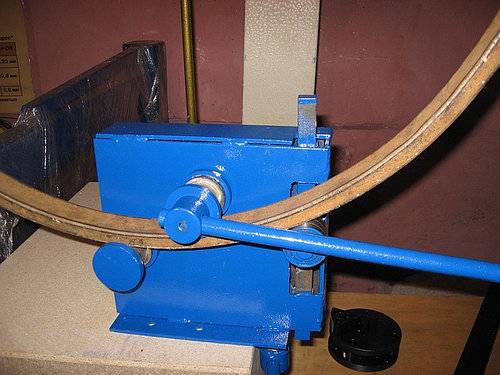
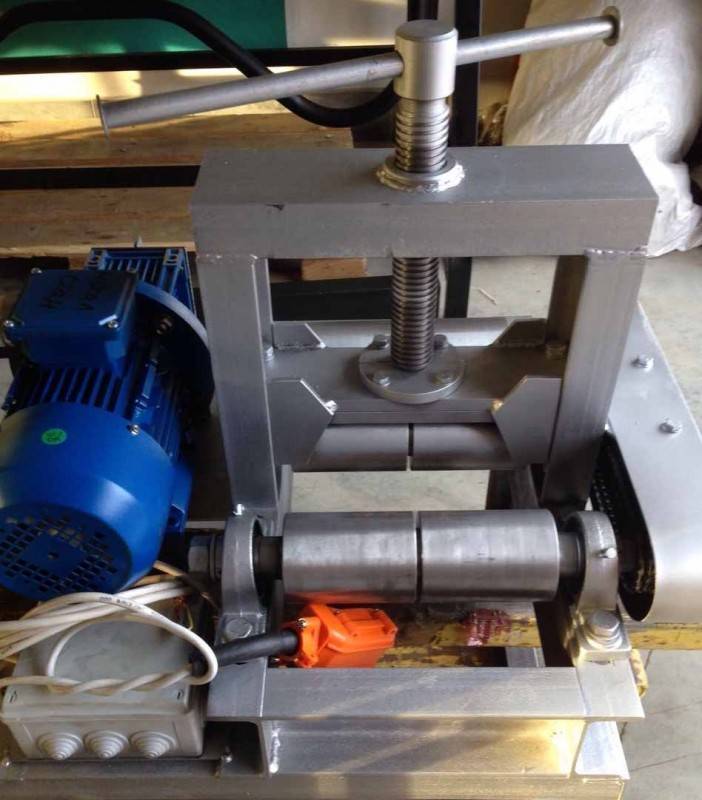
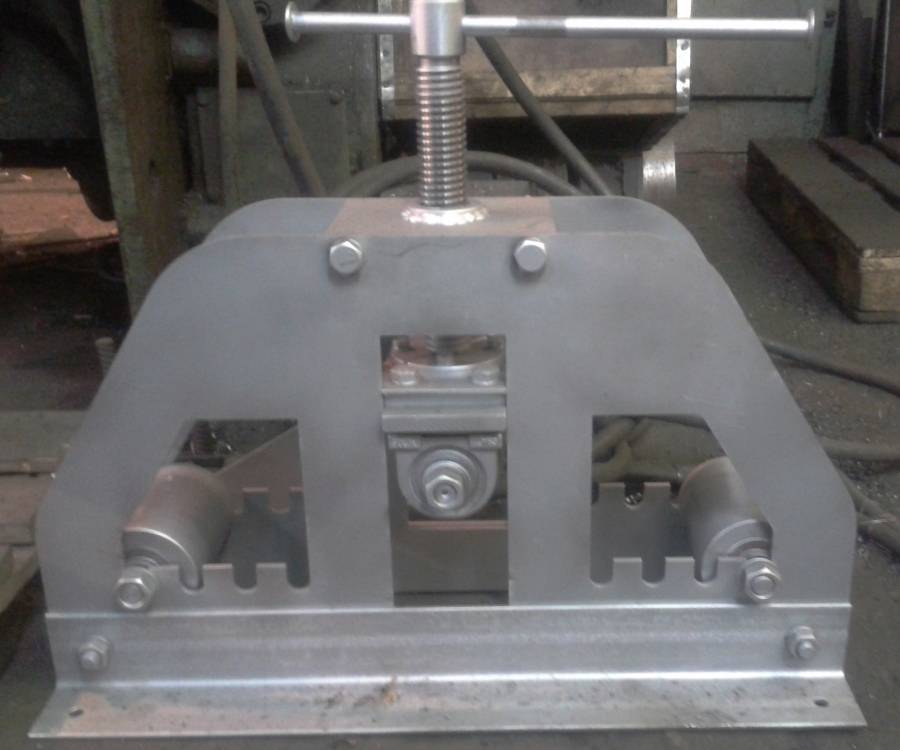
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
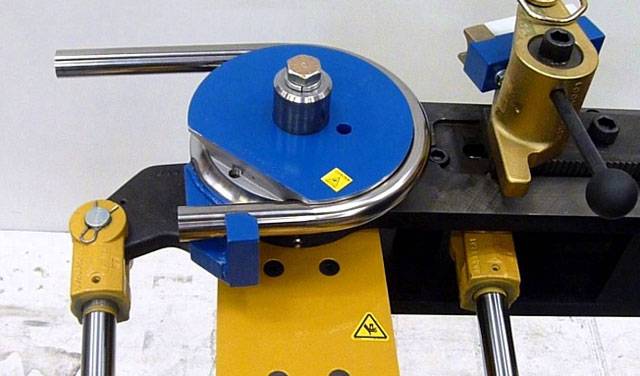
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.








Прокатка
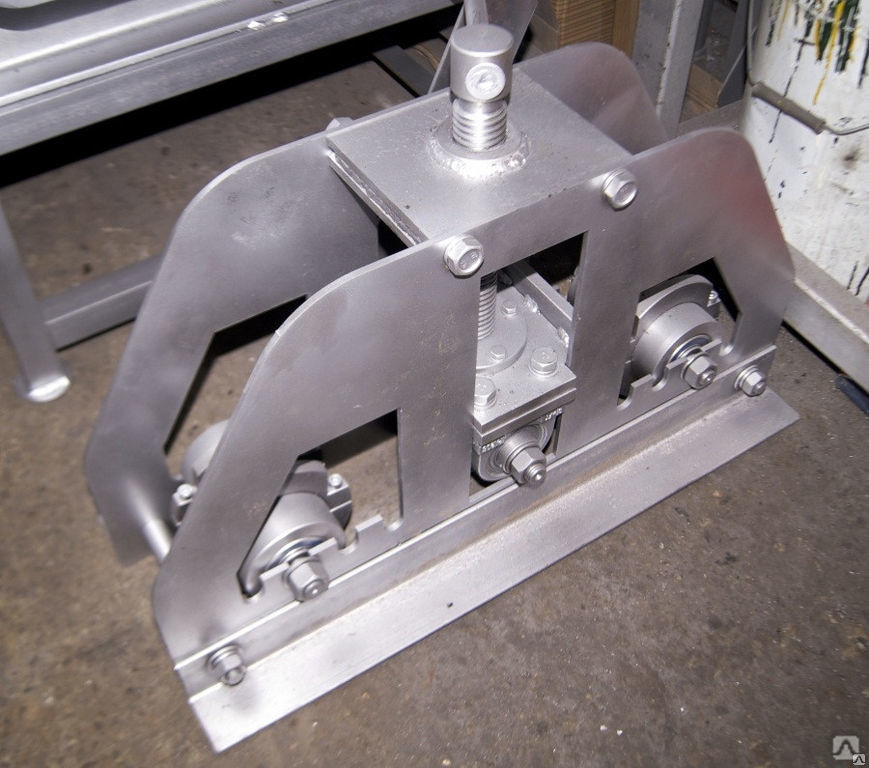
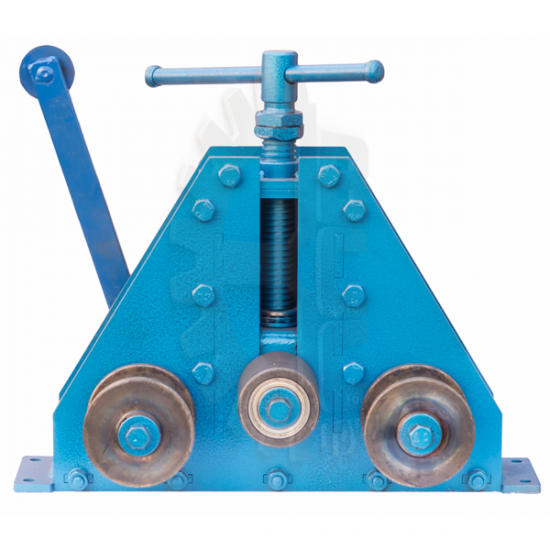
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки
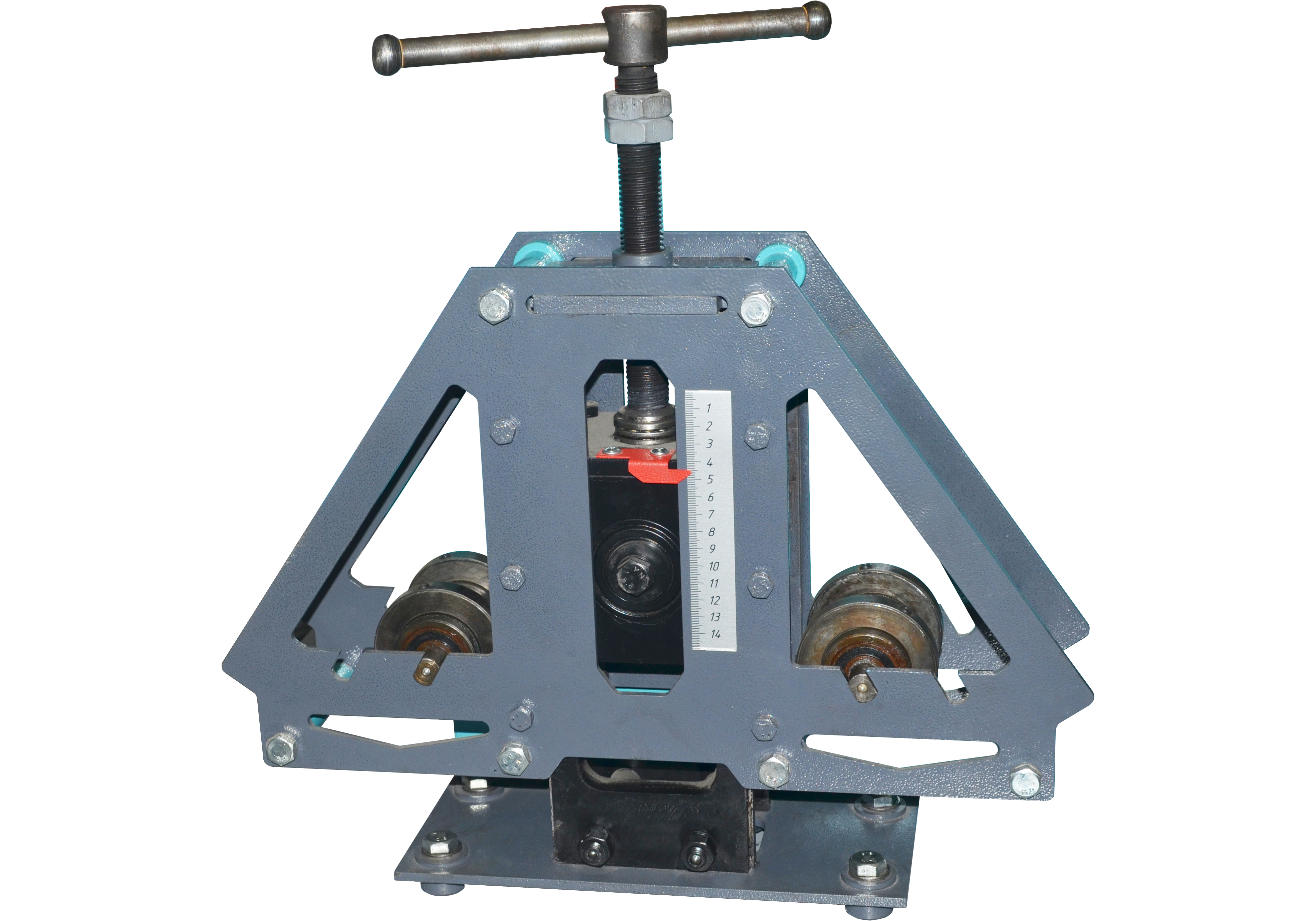
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.

Конструкция профилегиба
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Намоточный трубогиб
Можно сконструировать и намоточный трубогиб своими руками для круглой трубы или квадратного профиля, работающий по аналогии с роликовым инструментом. Но, гибка выполняется не поворотным роликом, а движимым упором. Для перемещения упора устанавливаются горизонтальные направляющие.
Конструкция включает такие детали:
- Профильный сектор. От его угла будет зависеть предельный угол изгиба.
- Вертикальная ось небольшой длины. Для свободного вращения следует использовать подшипник.
- 2 смежных ролика, формирующих движимый упор.
- Направляющие с одной функциональной стороной.
- Ограничитель движения упора. Предотвращает риск произвольного перемещения упора при выполнении гибки.
- Вилка-предохранитель, установленная на профильный сектор. Позволяет правильно зафиксировать деталь, и повысить точность работы.
Механизм более сложный в изготовлении, но отличается более компактными размерами. Трубогиб проще в эксплуатации за счёт возможности быстро изменять положение прижимного узла. Может оснащаться электроприводом или гидравлическим узлом.
Когда используется электрический трубогиб?
Для работы с большим количеством изделий
Такой самодельный трубогиб может быть использован для выполнения не просто сложных, но и самых ответственных работ на необходимом участке трубопровода.
Важно! С помощью электрического трубогиба можно выполнять сгибание стальных труб любого диаметра и с любой толщиной стенки использующихся при монтаже трубопроводов, необходимого радиуса изгиба
Во время прокладки трубных коммуникаций часто приходится иметь дело с элементами конструкций с поворотами. Понятно, что идеальным вариантом в таких случаях являются готовые устройства.
Но, во-первых, не всегда они есть под рукой, а во-вторых, случается, что стандартные перемычки не всегда можно использовать для конкретного участка трубопровода.
Для изготовления соединений с точным углом
Например, если необходимо, чтобы труба шла под углом 90⁰, то с помощью электрического трубогиба можно легко с точностью до одного градуса изготовить необходимое соединение своими руками. Главное преимущество такого самодельного приспособления: руки и станина не чувствуют никакой отдачи, хотя его сила равняется усилию, которое создает оборудование гидравлического типа. Поэтому, станок для гибки труб можно размещать на мягких поверхностях и даже шаткой основе.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.





Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: “Разновидности трубогибов с ЧПУ, преимущества и правила использования”). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.

Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Что необходимо для изготовления инструмента?
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
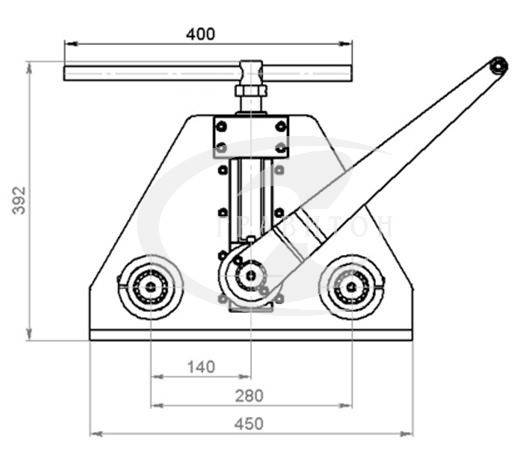
Принцип работы трубогиба при гибке профильной трубы по радиусу
Трубогиб своими руками для профильной трубы: виды приборов
Приборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
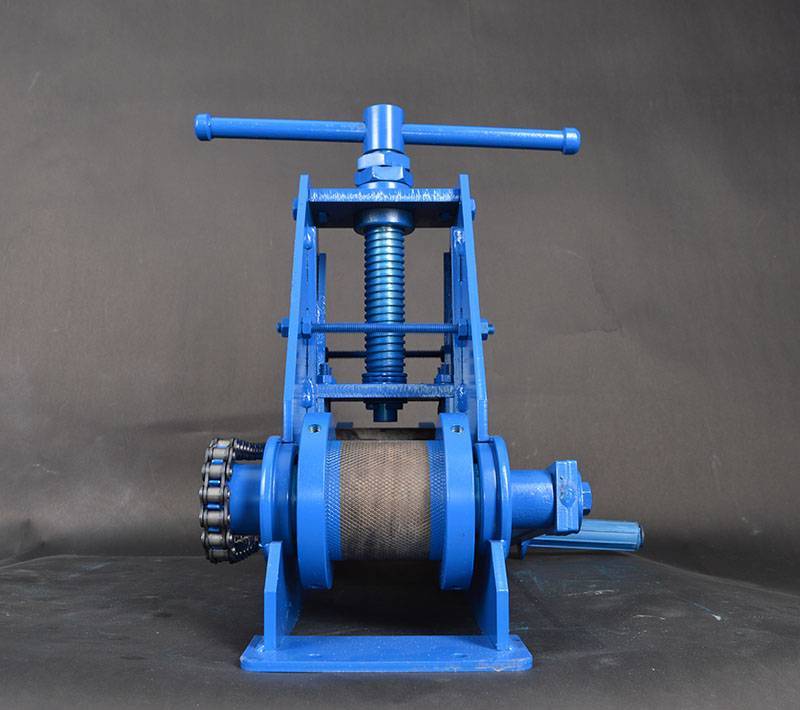
Стационарный промышленный трубогиб
Ручной трубогиб
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
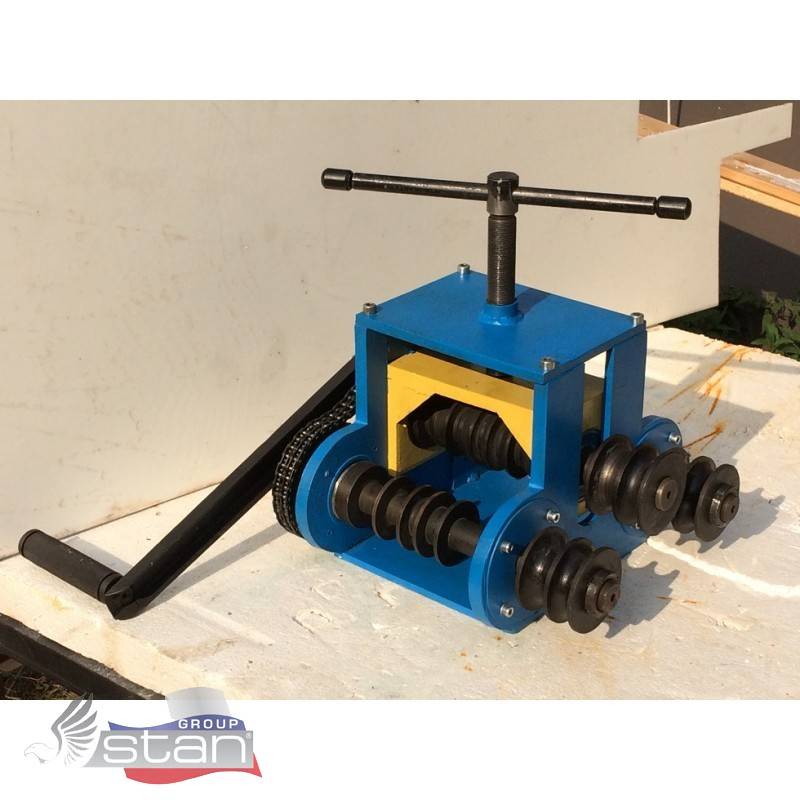
Простой ручной прибор для изгибания
Гидравлический прибор
Это устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
Вертикальные оси с оснасткой располагают в подшипниках качения. Приспособление прикрепляется к слесарному верстаку или другой опорной поверхности.
В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .





Виды трубогибов для профильных труб
Основным фактором, по которому классифицируются трубогибы, является привод устройства, в зависимости от чего выделяют три категории устройств:
- Гидравлические.
- Электрические.
- Ручные.
Между этими устройствами есть немало различий – разная комплектация, принцип работы и стоимость оборудования. Стоит рассмотреть их детальнее, чтобы разобраться в этих отличиях.
Приспособления с электрическим приводом относятся к категории самых дорогих, но высокая стоимость вполне оправдана (подробнее: “Преимущества и недостатки электрических трубогибов, правила использования”). Технические характеристики таких устройств, среди которых большая мощность, точная настройка угла изгиба трубы и удобное управление, находятся на самом высоком уровне. Как правило, таким инструментом пользуются профессиональные монтажники.
У гидравлических приспособлений есть немало достоинств:
- Высокий темп работы. Благодаря высокой и стабильной мощности гидравлический трубогиб способен обрабатывать трубы гораздо быстрее устройств с ручным приводом.
- Высокая точность обработки. В отличие от ручных приспособлений, гидравлические устройства позволяют изгибать трубу с точностью до 1 градуса.
- Простота эксплуатации и обслуживания. Рассматриваемый вид устройств очень удобен в использовании и не требует особого обслуживания. Даже в случае выхода приспособления из строя можно самостоятельно провести его ремонт. Кроме того, для работы не придется прикладывать массу усилий, которые просто необходимы при обработке ручными трубогибами.
- Небольшой вес и компактность. При необходимости любой гидравлический трубогиб можно перенести с места на место без особых затруднений.
- Универсальность. В отличие от ручных устройств, имеющих ряд неприятных ограничений, гидравлические трубогибы позволяют работать даже со стальными изделиями среднего диаметра.
Помимо уже описанных выше видов трубогибов, существуют еще и ручные приспособления, которые отличаются самой низкой стоимостью и простотой конструкции. Трубогиб для профильной трубы с ручным приводом достаточно мобилен и прост в эксплуатации. Также стоит отметить, что при желании сделать трубогиб своими руками большинство пользователей останавливаются именно на этом варианте.
Впрочем, за небольшую стоимость приходится платить другими качествами. Во-первых, ручные приспособления плохо подходят для больших объемов работ из-за сложностей с длительным использованием устройства. Во-вторых, принцип действия таких устройств прост, но работать с ними тяжело – приходится прикладывать слишком много усилий для качественного изгиба трубы. В-третьих, ручные трубогибы подходят только для обработки пластиковых и алюминиевых труб. При большом желании можно обработать также стальные изделия, но только если их диаметр невелик.
Кроме классификации по типу привода, трубогибы делятся по способу изгибания трубы, в зависимости от чего выделяют три вида устройств:
- Арбалетные, в которых изгиб трубы осуществляется за счет специальной формы;
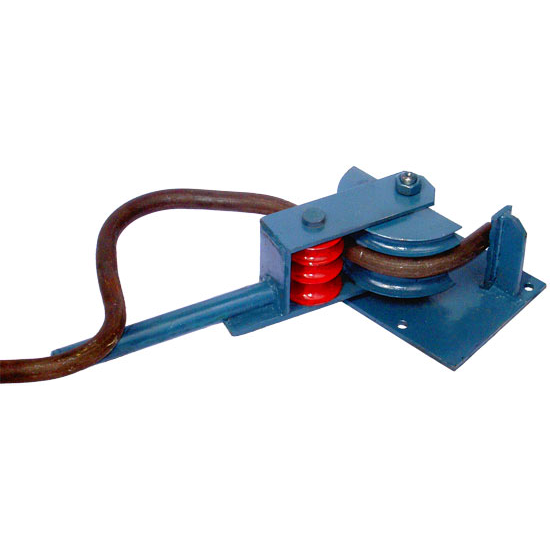
- Пружинные ручные, осуществляющие изгибание трубы за счет усилия, выданного пружинами;
- Сегментные, имеющие конструкцию из плотного материала с установленными дорнами, вокруг которой и происходит загиб трубы.
Простой трубогиб для обычных труб своими руками
Для сборки несложного трубогиба своими руками потребуется лишь то, что можно отыскать на любом дачном участке. Если говорить конкретнее, то вам понадобится:
- деревянный щит;
- два небольших бруска;
- большие крюки;
- несколько прочных досок.
Нарисуйте на готовом щите полукруг, согласно которому будет сгибаться труба. Если агрегат будет применяться несколько раз, нарисуйте сразу пару-тройку полукругов. Далее прибейте снизу вертикально бруски или доски (те способны помочь с заведением трубы и фиксацией ее концов). После этого закрепите вдоль полукруга большие крюки. Этот агрегат достаточно удобен, но его минус в том, что крюки придется каждый раз перевешивать, чтобы получать различные углы изгиба.
Трубогиб обкаточного типа из стали
Наиболее востребованным среди самодельных инструментов является обкаточный трубогиб. Шаблоны в нем делают из шкивов от двигателей. Хотя, некоторые предпочитают использовать шайбы с различным диаметром или выточить деталь на токарном станке. Рисовать чертеж в данном случае не обязательно, но желательно, например, для того, чтобы токарь мог правильно выточить детали для трубогибов для круглой трубы.
Такой ручной инструмент обкаточного типа изготавливают себе многие рачительные хозяева, которые постоянно что-то мастерят и улучшают в своем жилище. Достоинство такого трубогиба в том, что на нем можно работать с трубами для сантехники любого стандартного диаметра. А чтобы прилагаемое усилие стало больше, можно сделать рычаг длиннее.





