Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
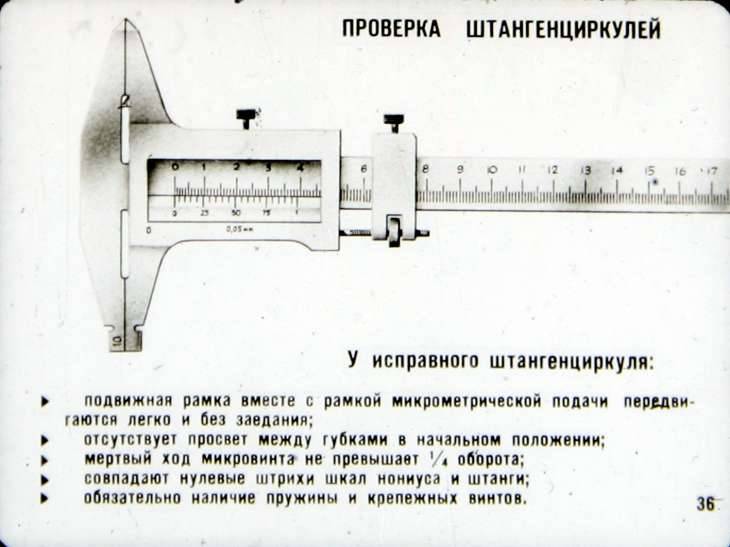
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
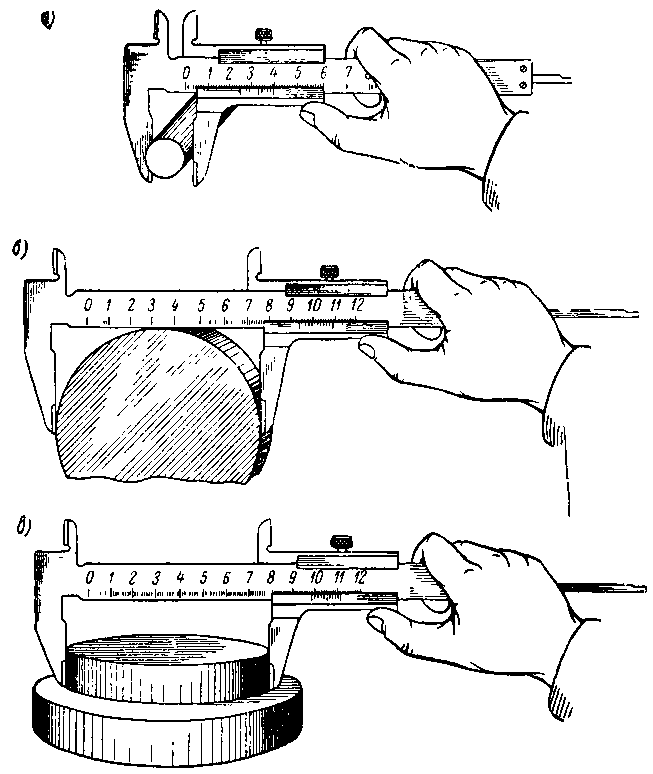
Измерение наружных поверхностей
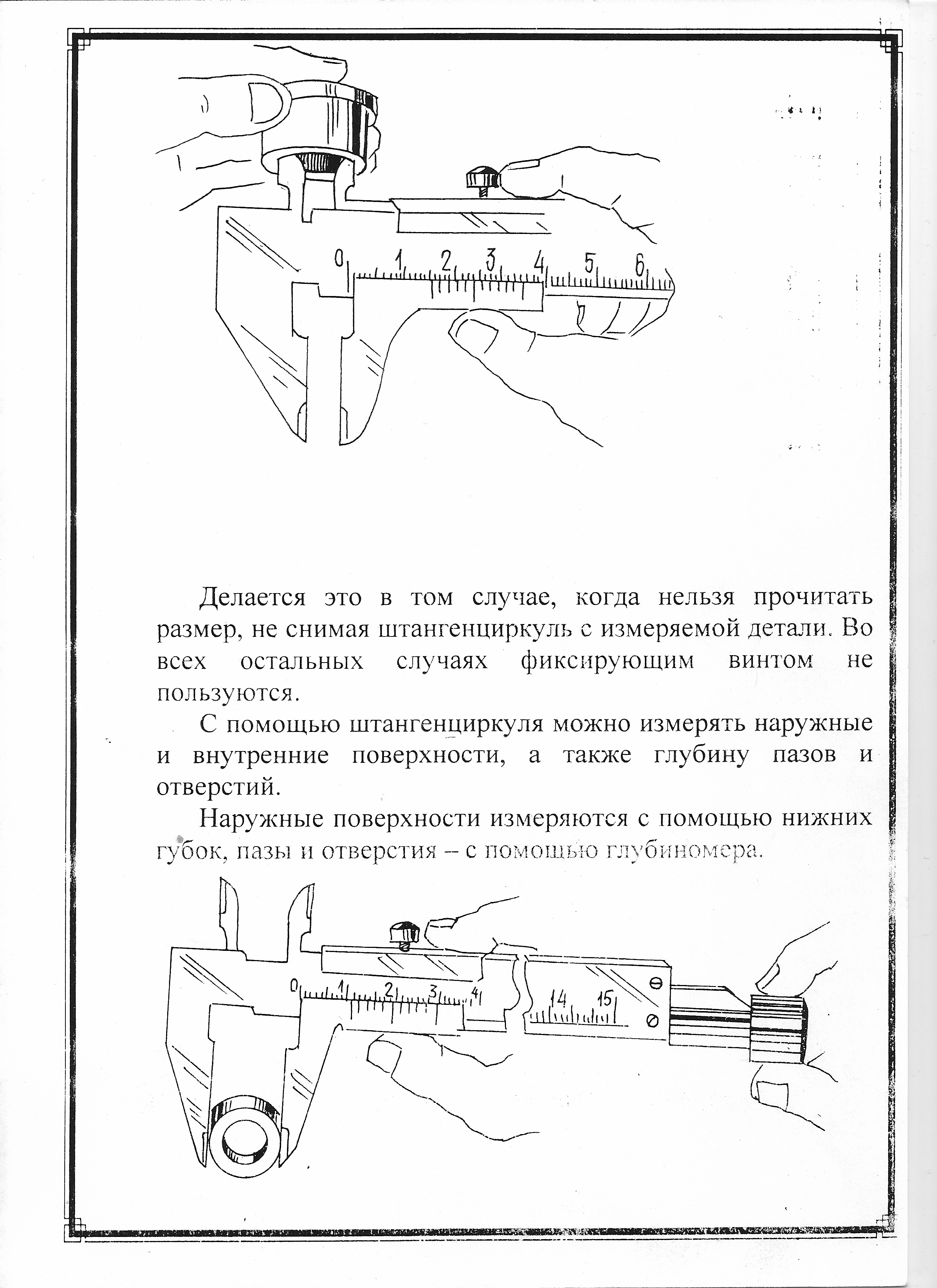
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Это интересно!Кстати, именно часто для измерения уровня износа тормозного диска необходимо прибегать к применению штангенциркуля.
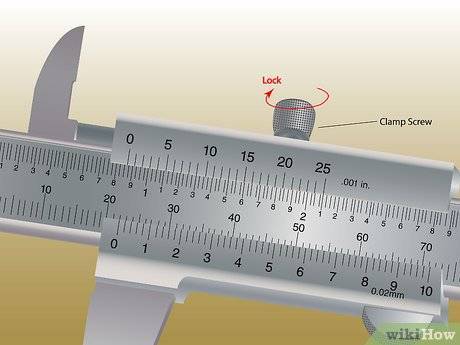
Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.
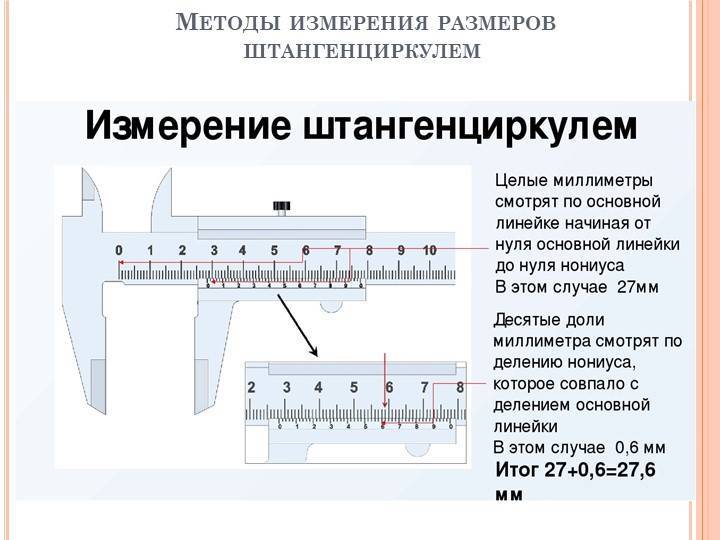
Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах
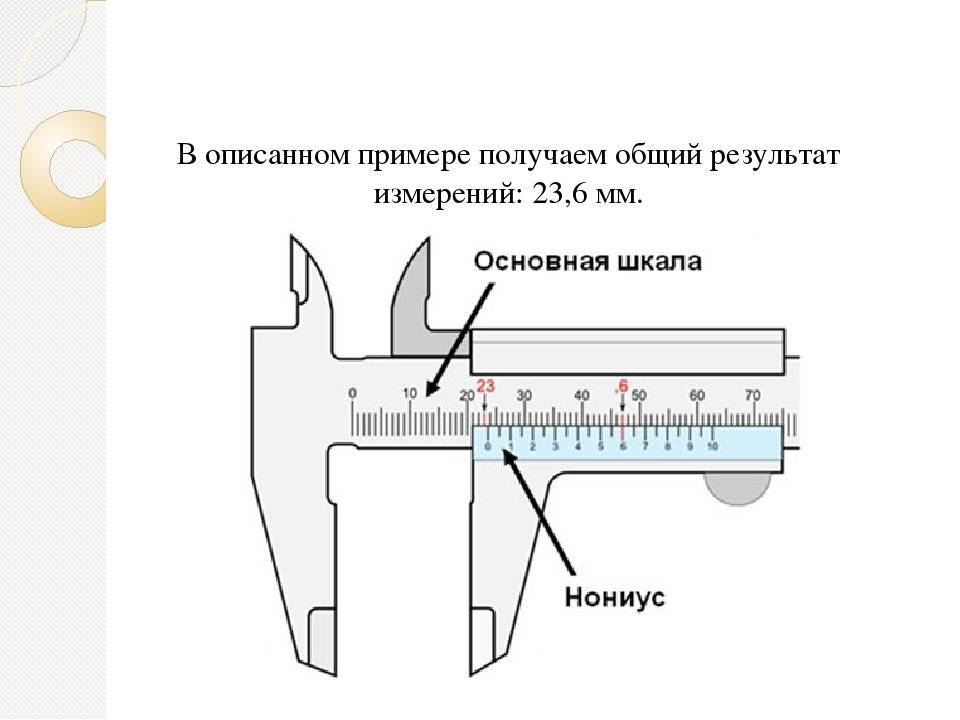
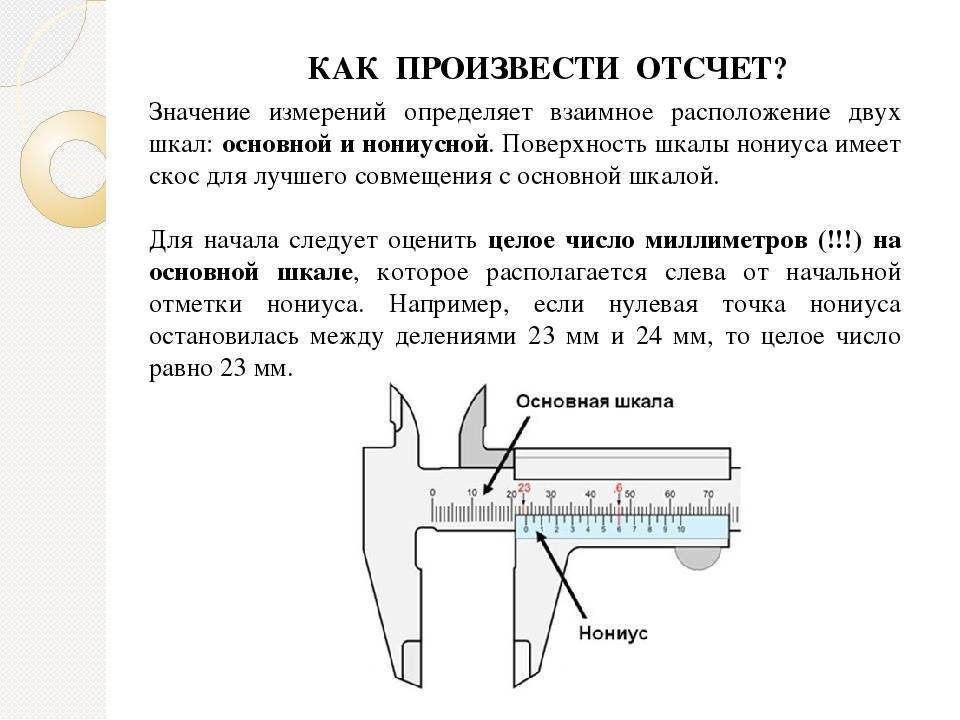
С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм
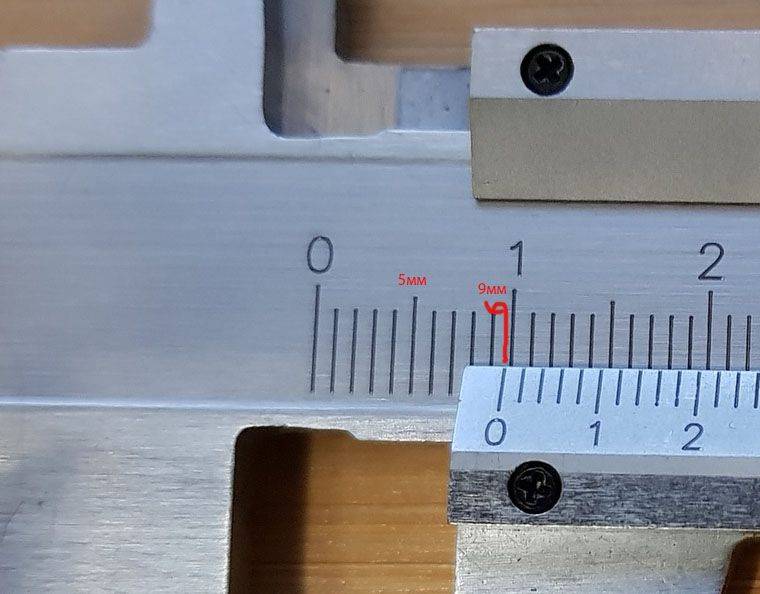
Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале
Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно. Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров
Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю
Фото пример проведения измерений нониусным штангенциркулем показан ниже.
После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Это интересно!Чтобы измерить наружный диаметр трубы, а также кабеля (его сечение жил), сверла, болта, арматуры и прочих подобных заготовок, необходимо охватить губками инструмента измеряемую деталь. После этого произвести необходимые расчеты, определив точное значение размера.
Проведение разметочных операций
У штангенциркуля присутствует множество функций, поэтому его можно использовать и для разметки. Этот процесс зависит от типа устройства прибора. Дело в том, что нижние губки (которыми и проводят разметку) могут быть не только прямоугольными с внутренними изгибами, но и круглыми. В любом случае внутренняя кромка вырезана специально таким образом, чтобы нижней губкой можно было делать отметки.
Для этого сделайте замер и немного придавите нижней губкой на материал, где вы будете делать отметку. Благодаря тому, что кромка немного подточена, она будет своеобразно царапать и отмечать. Также можно не прибегать к методу поцарапывания, а просто оставить штангенциркуль на месте и сделать отметку с помощью маркера, карандаша или других предметов.
Если вы делаете разметку по плану детали, то не забывайте про масштаб, ведь он не всегда 1 к 1.
Фото использования штангенциркуля




Также рекомендуем просмотреть:
- Как выбрать лучшие токовые клещи
- Для чего нужен газоанализатор
- Разновидности измерительных инструментов
- Инструкция, как пользоваться теодолитом
- Что такое анемометр
- ТОП лучших толщинометров
- Как выбрать шумомер
- Хороший дозиметр радиационного фона
- Обзор лучших лазерных уровней
- Как пользоваться индикатором напряжения
- Обзор лучших мультиметров
- Лазерный дальномер
- Лучший влагомер для древесины
- Как выбрать лазерную рулетку
- Цифровой вольтметр
- Измерители температуры воздуха
- Электронный динамометр
- Как пользоваться гидроуровнем
- Что такое нивелир
- Как выбрать пузырьковый уровень
- Что такое микрометр
- Лучшие измерительные рулетки
Помогите сайту, поделитесь в соцсетях 😉
Заточка сверл
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Разметка центровых отверстий, центрование и сверление на токарном станке / Заточка сверл 16 марта 2012
Точно просверлить отверстия можно только при правильна заточенном сверле. У такого сверла работают обе режущие кромки, и стружка выходит по двум спиральным канавкам.
| Выход стружек при правильно заточенном сверле |
Сверло затачивают так, чтобы режущие кромки были одинаковой длины, а угол при вершине соответствовал твердости металла (для разного металла различные углы, о чем будет сказано ниже). У неправильно заточенного сверла работает только одна режущая кромка, и стружка выходит по одной спиральной канавке.
| Выход стружки при неправильно заточенном сверле |
Заточку сверла проверяют шаблоном — пластиной с постоянными углами и шкалой с миллиметровыми делениями.
| Шаблон для проверки заточки сверл |
На рисунках ниже показаны проверка длины режущей кромки и угла при вершине сверла.
| Измерение длины режущей кромки сверл |
| Измерение угла при вершине |
Спиральное сверло затачивают на электроточиле с мелкозернистым абразивным кругом. Напомним правила безопасной работы на электроточиле, которые вы изучали в четвертых — шестых классах. Перед заточкой следует отрегулировать положение подручника, опустить экран или надеть очки, проверить заземление, ограждение, качество и крепление абразивного круга.
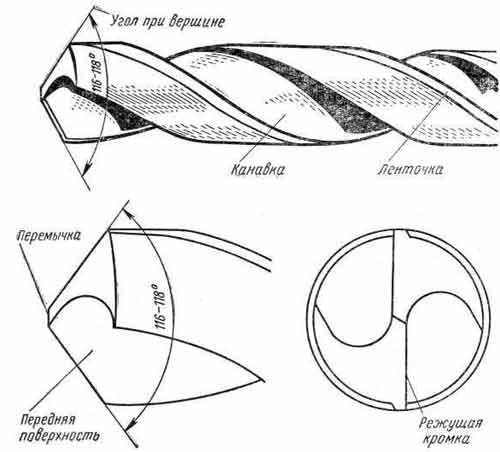
Элементы рабочей части сверла
Левой рукой (рисунок ниже положение – а), опираясь на подручник, удерживают за спиральную часть сверло на расстоянии 15 — 20 мм от его вершины. Правой рукой охватывают хвостовик, слегка прижимая сверло к абразивному кругу так, чтобы режущая кромка располагалась параллельно оси абразивного круга (рисунок ниже положение – б).
Положение рук при заточке сверла (а) и расположение сверла относительно оси абразивного круга (б)
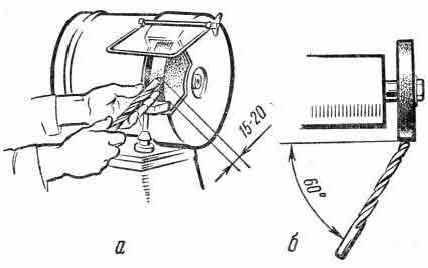
Затем плавным движением правой руки, не отнимая от абразивного круга сверло, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают одну режущую кромку сверла. Так же затачивают другую режущую кромку.
При заточке периодически смачивают для охлаждения конец сверла в воде. Если сильно прижимать сверло к абразивному кругу, оно чрезмерно нагреется и станет темно-коричневым. Не следует допускать, чтобы затачиваемое сверло темнело, так как от нагрева и несвоевременного охлаждения оно подвергается отпуску.
Угол при вершине сверла надо выбирать в зависимости от твердости обрабатываемого материала. Для стали и чугуна он составляет 116 — 118°, для латуни и мягких бронз, дюралюминия — 130 — 140°, для эбонита и целлулоида — 80 — 90°.
Качество заточки сверла проверяют не только шаблонами, но и пробным сверлением. У правильно заточенного сверла диаметры его и просверленного отверстия одинаковы. Когда нет подходящего сверла нужного диаметра, используют сверла с разной длиной режущих кромок. Так, если нужно получить отверстие диаметром 10,2 мм, а имеется сверло диаметром 10 мм, то у этого сверла при заточке делают одну режущую кромку длиннее другой.
Хорошо заточенное сверло при работе не издает звуков от трения сверла о металл (скрежет, скрип), сильно не нагревается, входит в металл без усиленного нажатия.
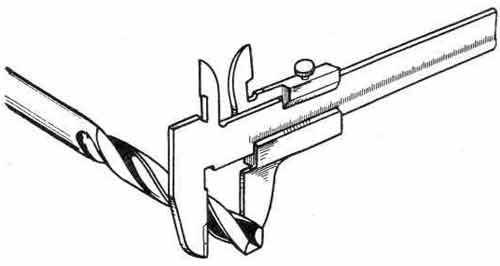
Просверленное отверстие на выходе не должно иметь больших заусенцев. Диаметр сверла измеряют штангенциркулем; при этом сверло помещают между губками штангенциркуля так, как показано на рисунке ниже (по кромкам ленточек).
Измерение диаметра сверла штангенциркулем
Вопросы
- Из каких элементов состоит рабочая часть сверла?
- Почему у затачиваемого сверла иногда меняется цвет (из светлого в темный)?
- Перечислите причины сильного нагрева сверла при работе.
- Как и чем проверяют качество заточки сверл?
- Какие должны быть углы при вершине сверл для материалов разной твердости?
- Расскажите о правилах безопасной работы на электроточиле.
Упражнения
- Определите качество заточки имеющихся в мастерской сверл.
- Зарисуйте в тетрадях сверло и подпишите его элементы.
- Пользуясь рисунком, разметьте и вырежьте из кровельной стали шаблон. Смотрите рисунок – Шаблон для проверки заточки сверл
- Заточите сверла для обработки стали и чугуна.
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич
Строительная техника и вопросы аренды
Конденсаторские установки: особенности и сферы применения
Преимущества, предоставляемые домом с умом
Плоское отбортованное днище: особенности и сфера использования
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Штангенциркуль — Википедия. Что такое Штангенциркуль
| Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения. Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
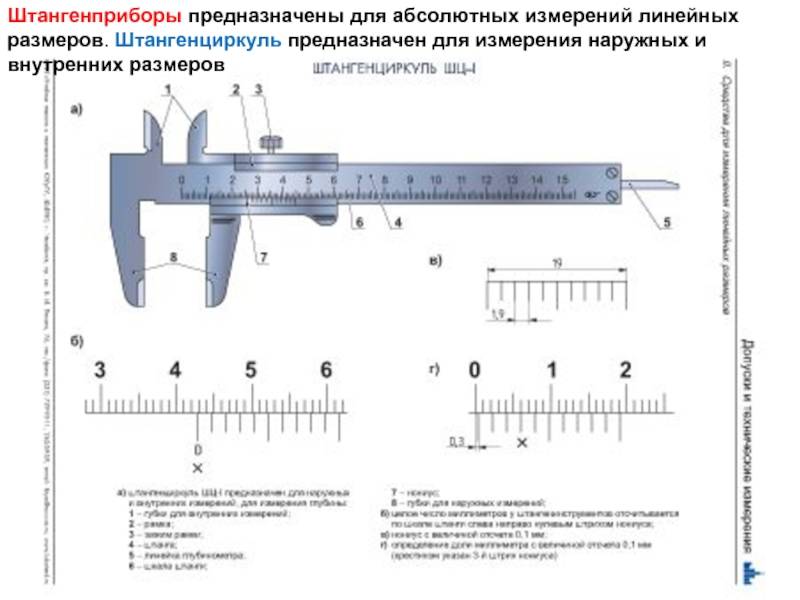
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
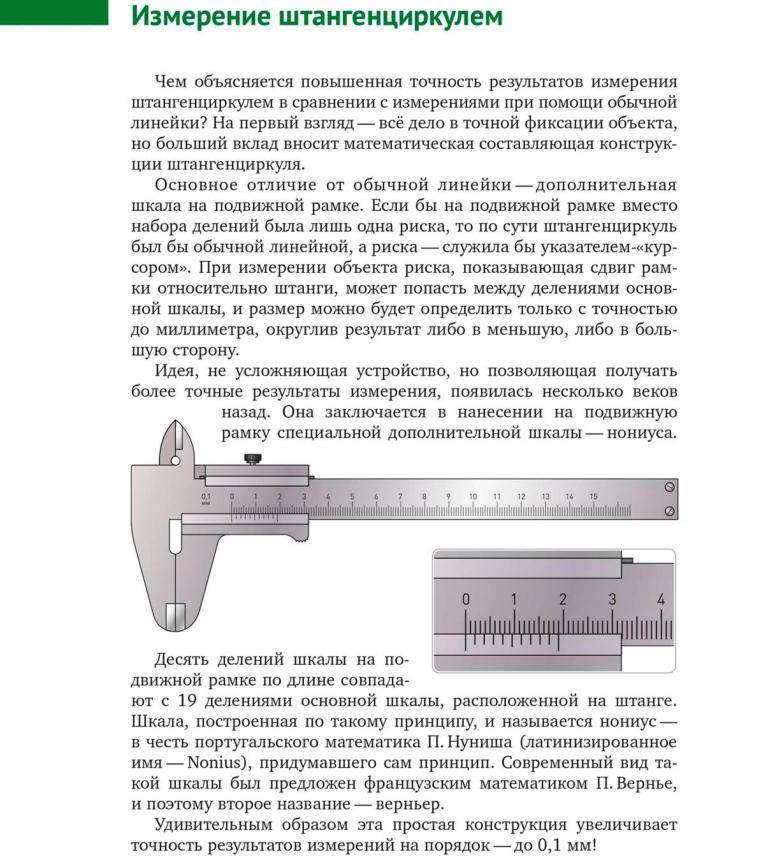
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
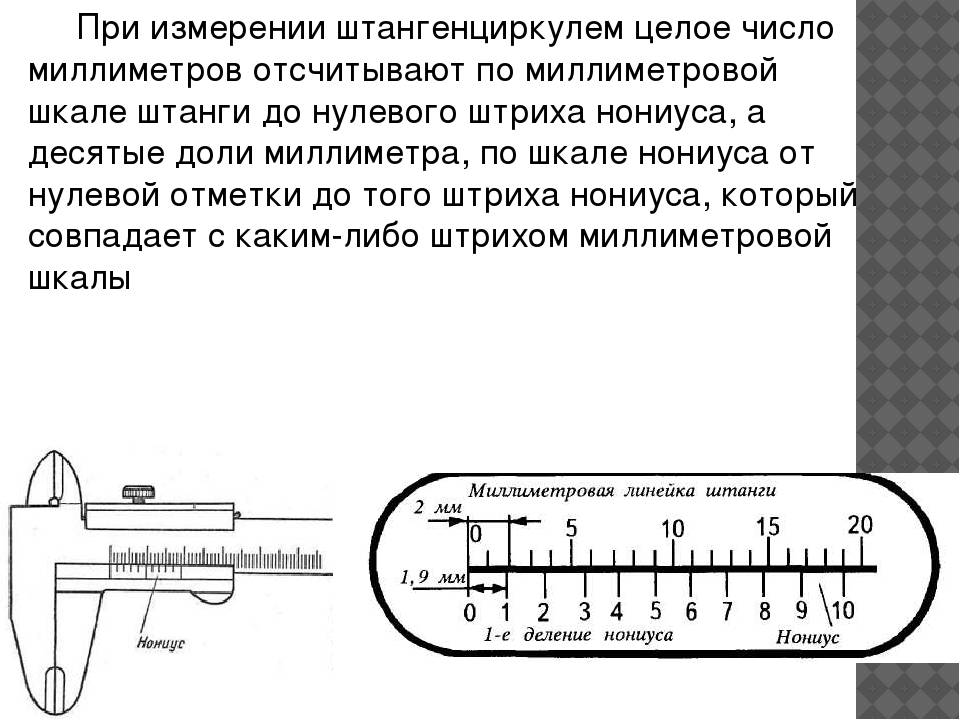
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
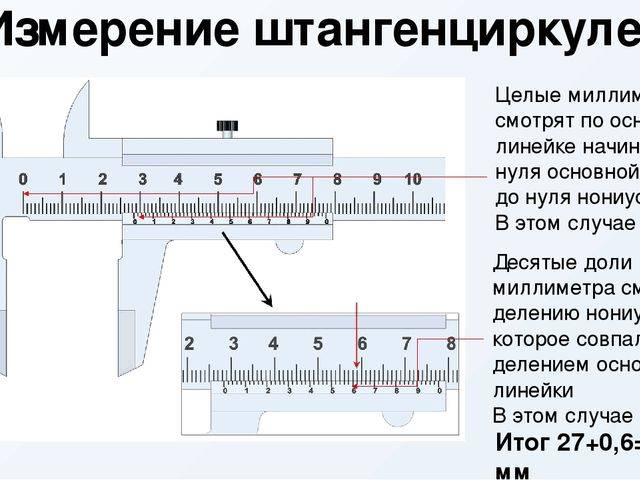
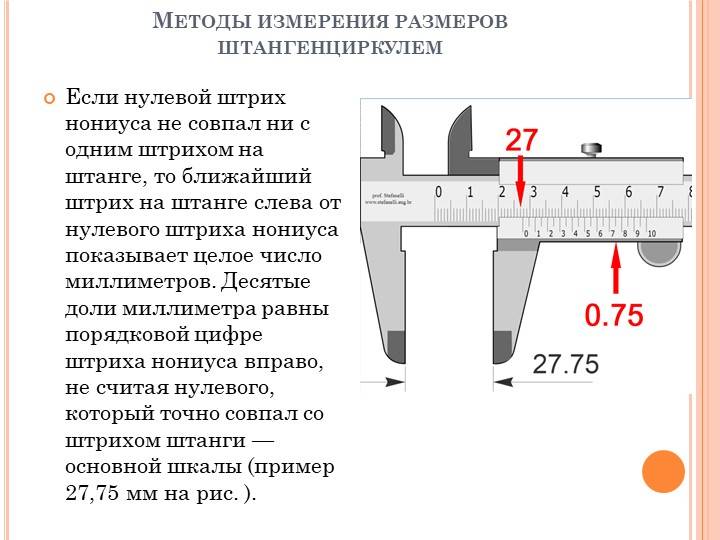
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
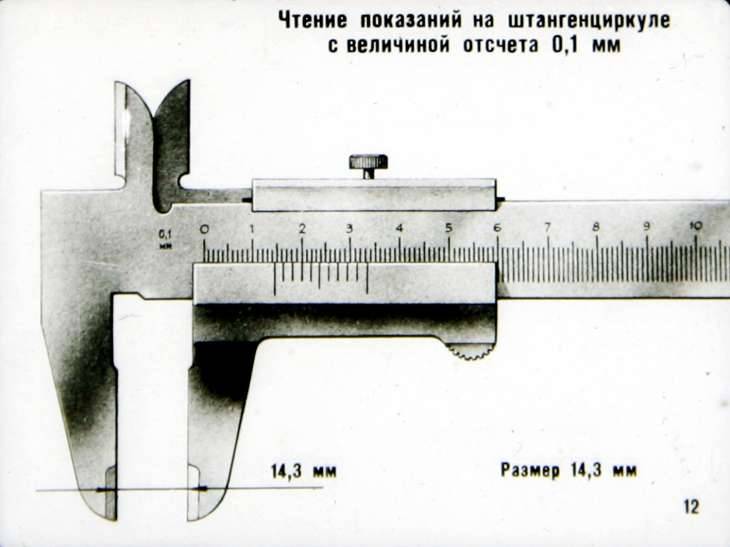
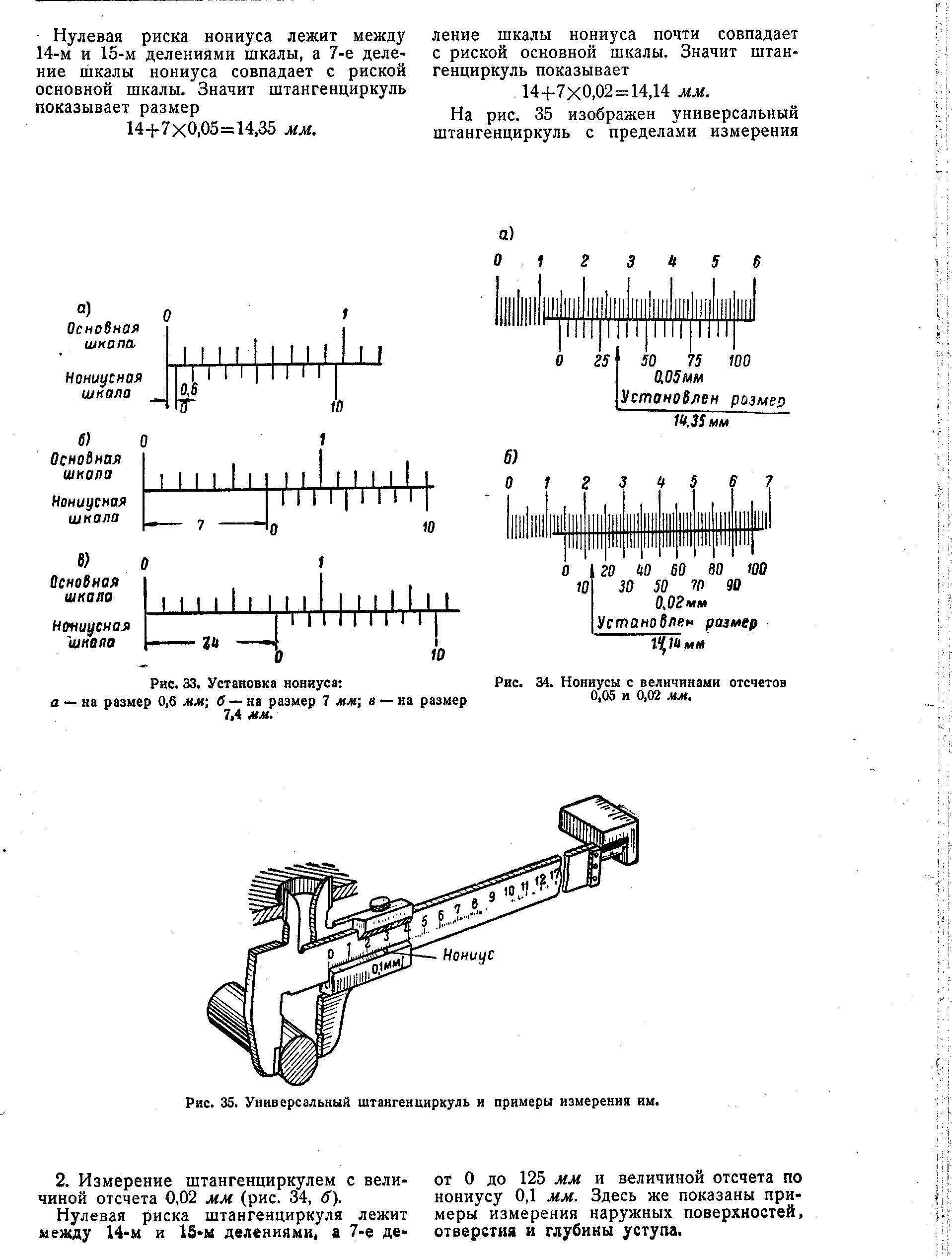
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.

Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
Менее точный, но очень быстрый метод
Впрочем, если нет необходимости в чрезмерно сложных и точных вычислениях, то определить диаметр можно и просто приложив обычную школьную линейку к поперечнику трубы. Нужно будет только удерживать линейку таким образом, чтобы ее шкала совпадала с воображаемой линией диаметра трубы. Небольшие отклонения в ту или иную сторону при этом вполне допустимы. Ведь в магазинах трубы, как правило, предлагаются уже стандартных размеров. При необходимости, продавец-консультант может скорректировать величину диаметра требуемой трубы.

Обычная линейка может помочь, если нет профессиональныого инструмента для измерения диаметра трубы, но не забываем о погрешности.
Недостатки
- Зависимость от источника питания. Так как электронные штангенциркули питаются от батареек, нужно всегда следить, чтобы они были в рабочем состоянии. Иначе в самый неподходящий момент можно остаться с нерабочим инструментом в руках.
- Чувствительность к ударам. При работе с цифровым штангенциркулем рекомендуется избегать падения инструмента. Штангенциркули ШЦЦ чувствительны к ударам и вибрациям. Такие воздействия могут негативно повлиять на работу электронной системы.
- Высокая цена. Если вы решили купить электронный штангенциркуль, будьте готовы потратить на покупку больше денег. Цена на цифровые модели штангенциркулей всегда выше, чем на механические.
Измерение разных поверхностей
Чтобы измерить внешние размеры изделий, их фиксируют в нижних губках инструмента. Его разводят так, чтоб охватить измеряемую заготовку, и потом сводят до упора. Показания могут сниматься как с основной шкалы, так и с дополнительной.
 Для определения внутренних параметров инструмент ставят в нулевое положение, затем помещают губки внутреннего измерения в заготовку параллельно измеряемым плоскостям. Далее разводят их до упора — для фиксации положения и предотвращения существенной погрешности. Таким путем можно определять диаметр компонентов.
Для определения внутренних параметров инструмент ставят в нулевое положение, затем помещают губки внутреннего измерения в заготовку параллельно измеряемым плоскостям. Далее разводят их до упора — для фиксации положения и предотвращения существенной погрешности. Таким путем можно определять диаметр компонентов.
Глубину измеряют посредством глубинометра. Торцевая часть упирается к концу детали, а глубинометр погружается в другой конец. При достижении нужной точки снимают показания с двух шкал. Многие понимают, как пользоваться штангелем, но не все знают, что с помощью данного инструмента может проводиться и разметка. Ее наносят прямыми рисками, в качестве ориентира используя базовые кромки прибора, располагая их параллельно к поверхности заготовок. Также по необходимости проводят окружности либо делают засечки.
Штангенциркуль – классификация и маркировка
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам
Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры
Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули
В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее
Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули. В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений.
Фото штангенциркуля ШЦ-2, antok.by
Фото штангенциркуля, antok.by
Фото цифрового штангенциркуля, tehnoalat.rs
Фото циферблатного штангенциркуля, tehnoalat.rs
Фото цифрового композитного штангенциркуля, tehnoalat.rs
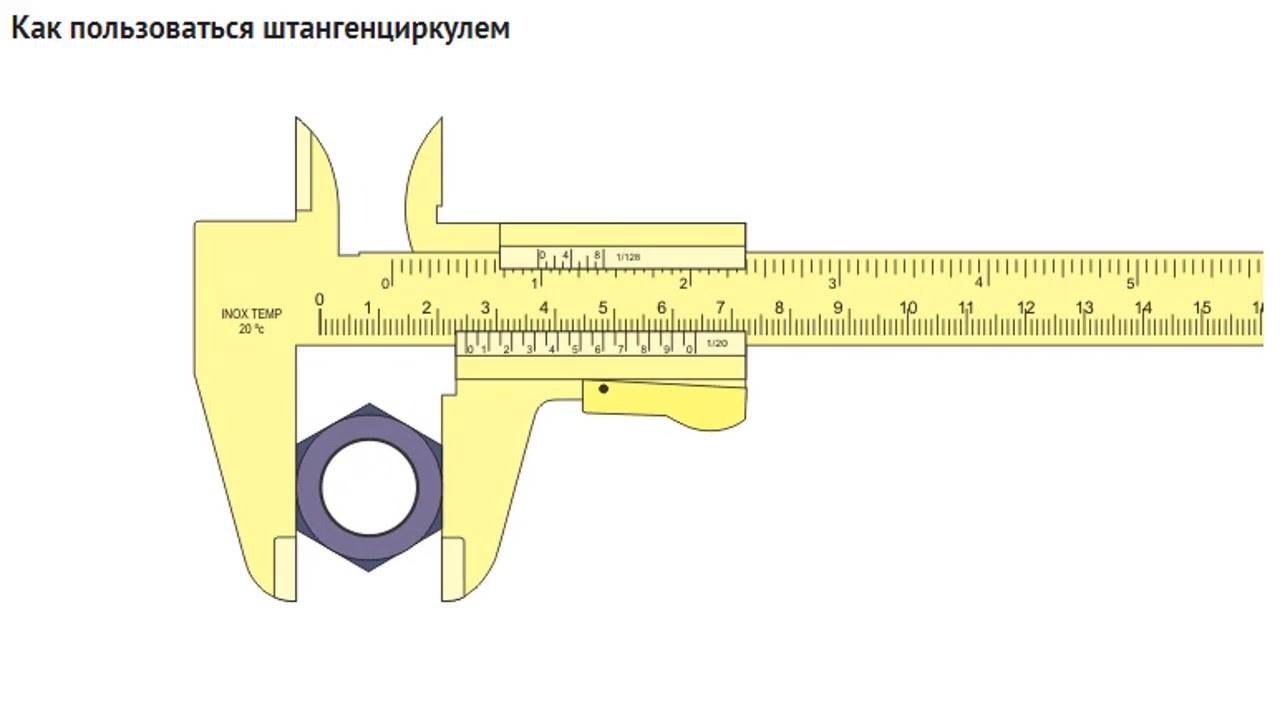
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
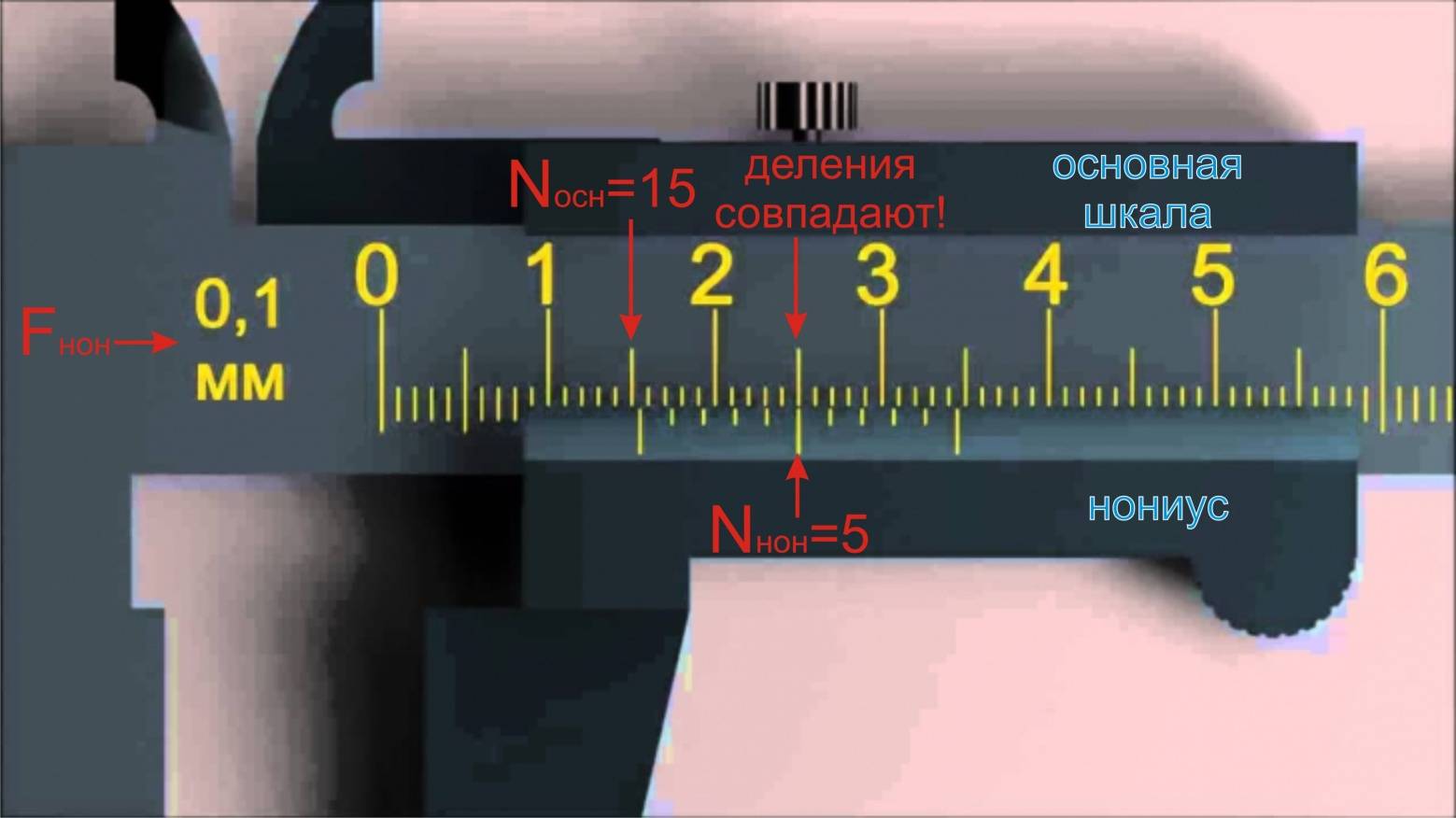
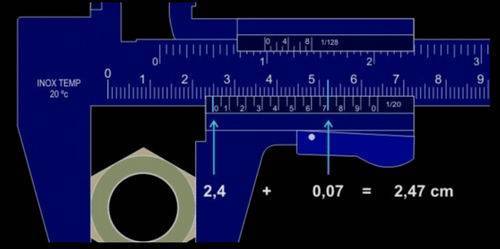
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
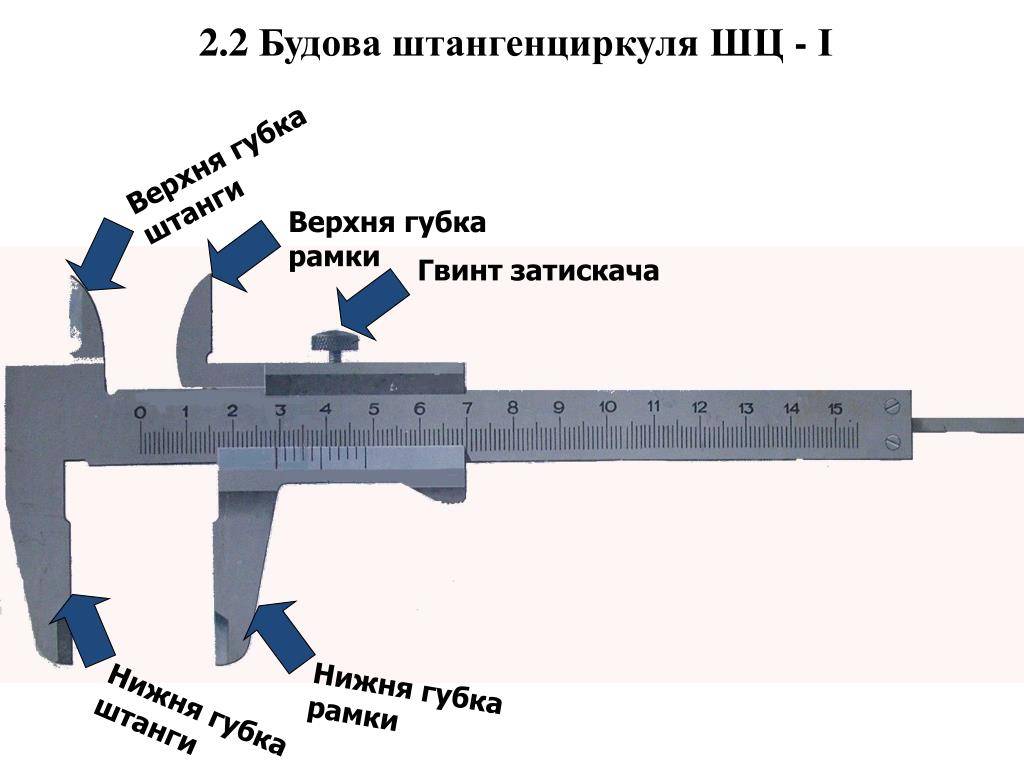
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
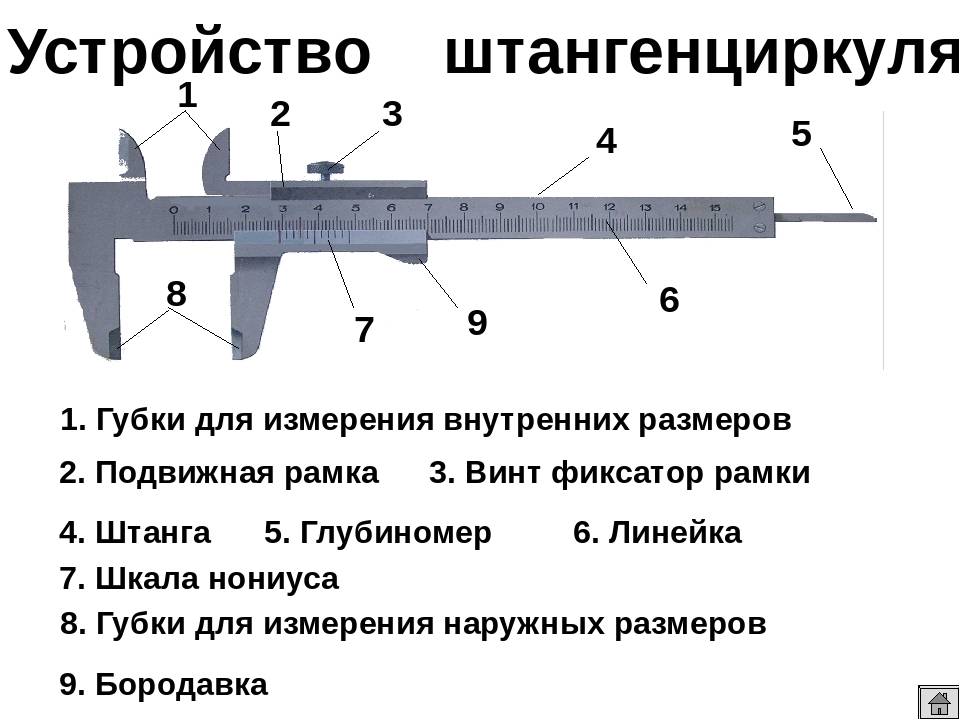
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
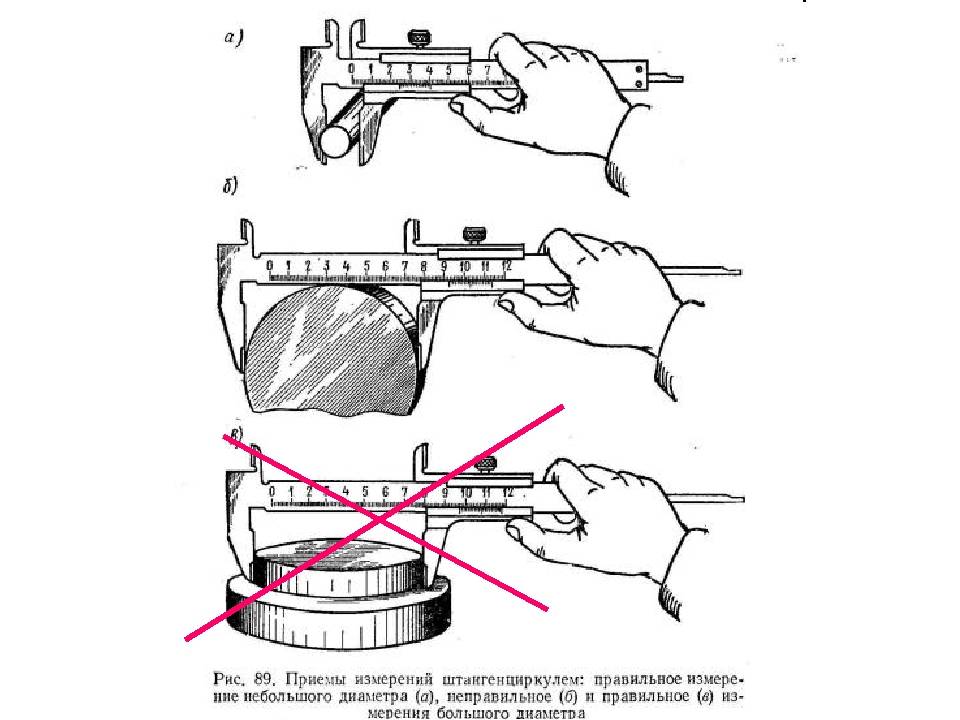
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Из чего состоит измерительный инструмент — знакомимся с устройством
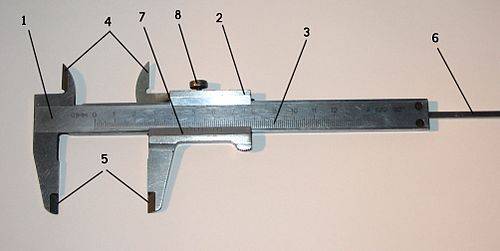
Рассматриваемый инструмент имеет простую конструкцию, что упрощает особенности его эксплуатации. С помощью штангенциркуля можно измерять размеры любых деталей, заготовок и элементов. Конструкция этого незамысловатого прибора включает в себя следующие составляющие:
- Линейка измерительная — это основная составляющая рассматриваемого прибора, которая еще также называется штангой. На штанге с одной стороны имеется шкала, разметка которой составляет 1 мм. Длина измерительной линейки зависит от модели штангенциркуля. Стандартными считаются приборы, имеющие длину 150 мм, но есть устройства меньше и больше, которые предназначены специально для измерения мелких деталей и наоборот, только для крупных заготовок
- Рамка измерительная — к линейке крепится подвижный элемент, за счет которого и удается выполнять соответствующие измерения. Во внутренней конструкции устройства находится пружинка, которая служит в качестве прижима для рамки. На передней части рамки находится шкала, называемая нониусом, которая является основой при снятии замеров. На этой шкале нанесено 10 делений, которые имеют ширину, равную 1,9 мм. Для фиксации подвижной рамки, в конструкции инструмента предусмотрен зажимной или стопорный винт. Этот винт применяется для того, чтобы не сместилась рамка после проведенного измерения
- Губки неподвижные — это элементы, которые являются частью измерительной линейки. Губки имеют открытую и закрытую формы, что дает возможность измерять не только наружные, но и внутренние размеры
- Подвижные губки — имеют аналогичную конструкцию с неподвижными, только они являются частью измерительной подвижной рамки. За счет подвижных губок, соприкасающихся с неподвижными, происходит снятие замеров детали
- Линейка глубиномер — это дополнительный элемент, который является частью подвижной рамки. Линейка спрятана внутри инструмента, и выдвигается при перемещении подвижной рамки. Предназначена она для измерения глубины детали
Мало кто знает о том, что штангенциркули бывают разных видов, а вариант, который представлен выше, является самым популярным, простым и недорогим. О том, какие виды штангенциркулей бывают, и чем они отличаются, выясним далее.