
Гидравлический тип
По условиям эксплуатации различают стационарные и ручные трубогибы. Стационарные установки используются преимущественно на предприятиях, где необходима гибка труб в соответствии с родом деятельности как этап производственного процесса.
Изготовленный своими руками ручной трубогиб, больше подходит для проведения работ в домашних условиях. По типу привода бывают трубогибы с гидравлическим, механическим и электрическим приводом. Наибольшее предпочтение принято отдавать трубогибам с гидравлическим приводом, потому что они являются более мощными.
Устройство, которое имеет электрический насос, снабжено двухступенчатой рукояткой, она регулирует рабочее положение позволяя цилиндру выдвигаться и возвращаются обратно. Во втором случае применяется одноступенчатая рукоятка, чтобы накачивать жидкость, и только один клапан для возврата цилиндра в отправное положение.
Конструкция ручного оборудования весьма простая и смастерить его можно своими руками в домашних условиях. При помощи ручного инструмента можно производить деформацию труб большого диаметра. Конструкция проста в эксплуатации, а благодаря тому что не требует дополнительного электропитания, она еще и мобильна.
В основном такие модели имеют шплинт, не позволяющий сделать гиб более 90 градусов, поэтому, если возникнет надобность изогнуть трубу на больший угол, нужно будет приобрести дополнительное приспособление.
А также нужно приложить усилие, чтобы качать ручку гидравлического механизма. Этого недостатка нет в инструменте с электроприводом, но ему потребуется электросеть. Из-за этого мобильности у него не будет. Стоимость такого инструмента в несколько раз выше чем у механизмов более простых и не имеющих электрического насоса.
Правила эксплуатации
- Чтобы срок эксплуатации инструмента был долгим, подберите масло с устойчивостью к окислению. Это позволит использовать масло долго, не меняя его. На сроке эксплуатации оборудования это также скажется замечательно. Слишком густой жидкость быть не должна, потому что она не пройдёт через систему очистки.
- Термическая стабильность будет гарантировать чистоту продукта, если даже во время работы температура будет повышенная или пониженная. Применение высококачественной однородной смазки без осадков поможет избегать ремонтов. Такое масло должно иметь гидролитическую стабильность. Говоря другими словами, вода которая попадёт в систему, никаким образом не должна отобразиться на работоспособности инструмента, а тем более стать основанием к окислению или коррозии.
- В случае если ремонт всё-таки понадобится, его можно сделать самому. К примеру, самой распространённой неисправностью считается попадание воздуха в систему гидравлики. В таком случаи рукоятку инструмента будет напружинивать и существенно уменьшится развиваемое усилие. Чтобы разводить систему своими силами, надо максимально закрутить винт и вынуть ось, посредством которой совмещается ручка и плунжер. Далее, вытягиваем плунжер и вливаем масло в отверстие втулки. Все детали возвращаем на свои места и прокачиваем ручкой примерно 15 раз.
- Если не перемещается шток гидравлического цилиндра, по всей вероятности, пришёл в неисправность всасывающий обратный клапан. Закрутите винт и поднимите ручку до максимума вверх, резко по ней ударьте, чтобы она опустилась. Такую процедуру при необходимости нужно проделать несколько раз.
- С электроприводом также могут возникнуть проблемы. Если не имеете соответственного опыта, к ремонту лучше не приступать — обратитесь к мастерам. Возможны механическое повреждение, износ деталей и резинок. Вышедшие из строя детали надо заменить на новые.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Устройство и принцип работы трубогиба
Сама процедура по изгибанию трубы практически не сложная, но требует особого внимания. В процессе гибки она может получить дефекты в виде растягивания стенки и уменьшения ее толщины в месте изгиба, что приведет к уменьшению прочности трубы. Также место изгиба может изменить конфигурацию разреза и вместо круглого сечения принять форму эллипса, что значительно снижает внутреннюю пропускную способность жидкости, проходящей по трубе.
Особенности конструкции
Чтобы дефекты при изгибании были минимальными, выбирая или изготавливая для работы трубогиб, нужно понимать, как он работает. Изготовление устройства по выгибанию труб состоит из трех этапов:
- На специальном держателе трубогибочного приспособления закрепляется пуансон (шаблон), по которому будет выгибаться трубная заготовка.
- С помощью трубореза обрезается определенной длины заготовка из трубы и устанавливается в это гибочное устройство.
- При помощи рычага на заготовку производится определенное силовое воздействие, вследствие чего она изгибается под определенным углом.
Подобные ручные устройства для выгибания трубчатых заготовок могут иметь механический или гидравлический привод, при этом эти два варианта прекрасно подходят для домашней мастерской.
Принцип работы практически всех трубогибочных устройств одинаков. Заготовка закрепляется в специальном приспособлении и под определенным усилием принимает требуемый угол изгиба.
Существуют различные трубогибочные устройства, и, естественно, в каждом из них используется своя система силового воздействия. Например, в устройствах арбалетного или гидравлического типа на сгибаемый участок трубы воздействует точечное усилие.
По другой схеме изгиб производится при помощи нескольких роликов, между которыми прокатывается заготовка, получается определенный угол изгиба. По такой схеме работают трубогибы, укомплектованные специальными вставками для труб (дорнами).
Для чего нужен дорн
Чтобы разобраться, для каких целей используются дорны, нужно знать, что может произойти с трубой во время ее загибания, если не использовать дорн. Например, при изгибании заготовки на некоторые ее участки в месте изгиба действуют две противоположные силы:
- Сжатие стенки внутреннего радиуса, при котором металл, деформируясь, образует волнистую поверхность (гофру).
- Растяжение. При этом металлическая стенка наружного радиуса изгиба растягивается, за счет чего она делается тоньше. Естественно, это практически до 50% может ослабить прочность трубы на участке произведенного загиба.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.







Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Инструмент для больших радиусов
Если задача заключается в изготовлении дуги для теплицы или навеса, верхней части кованного забора или кольца, то для этого можно использовать прокатный станок роликового типа с двумя опорными и одним прижимным роликами. Принцип работы такого устройства можно изучить с помощью обучающих видео и инструкций.
Сделать высокоэффективный станок для профильных труб гораздо проще, чем может показаться на первый взгляд. Большинство чертежей и принципиальных схем можно найти в Сети или в специализированной литературе.
Что касается размеров, то их можно менять с учётом личных предпочтений и требований. Готовые ролики продаются в специальных магазинах, но их несложно выточить в домашних условиях, используя токарный станок и лист прочной стали.
Если необходимо подготовить ролики для медных или латунных труб, их изготовляют из прочных пород древесины, таких как дуб или бук. На подобном оборудовании можно гнуть профильные и круглые трубы.
https://youtube.com/watch?v=HxAPs0-rQpA
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.

Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
 Гибка профильной трубы без использования трубогиба домаМеталлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из…
Гибка профильной трубы без использования трубогиба домаМеталлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из…
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Подбираем материалы для станины
Одно простое правило поможет правильно подобрать материал: станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того. Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам. Получившиеся профили соединяются двумя накладками в передней и задней части.

Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.









Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
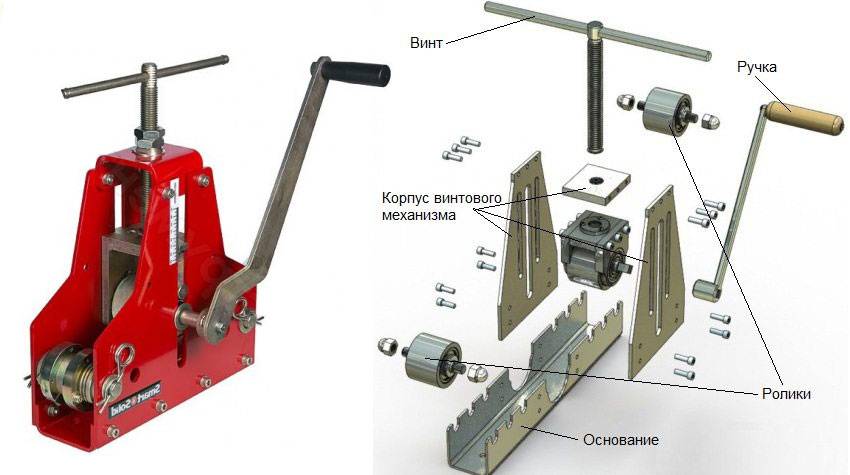
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам

Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
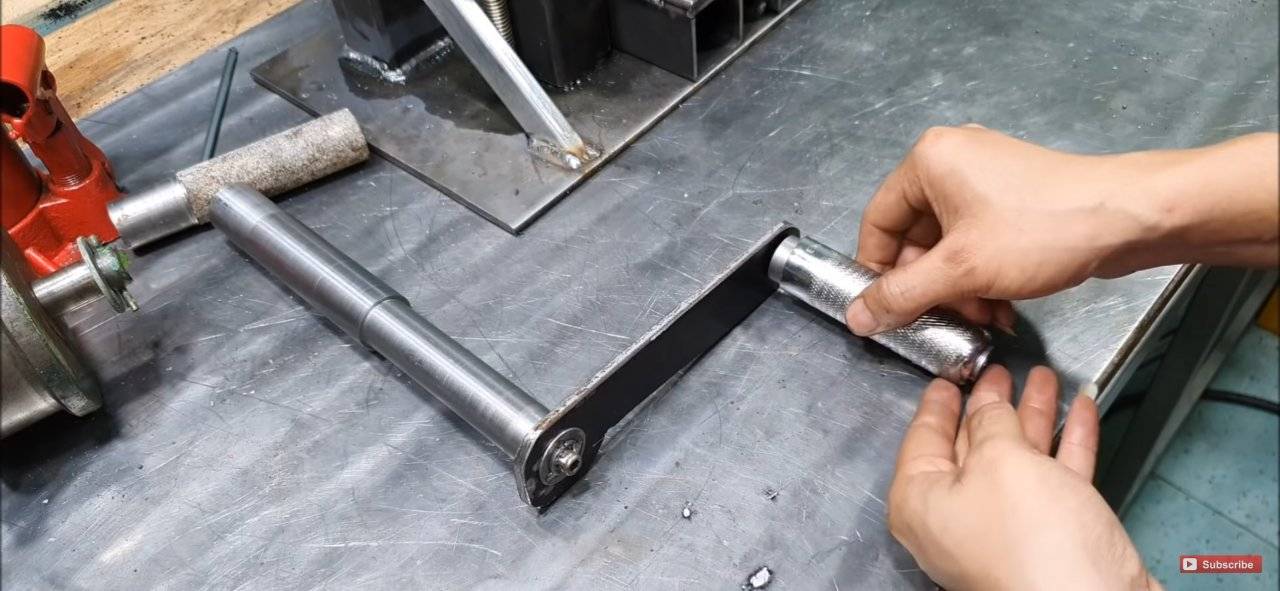
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
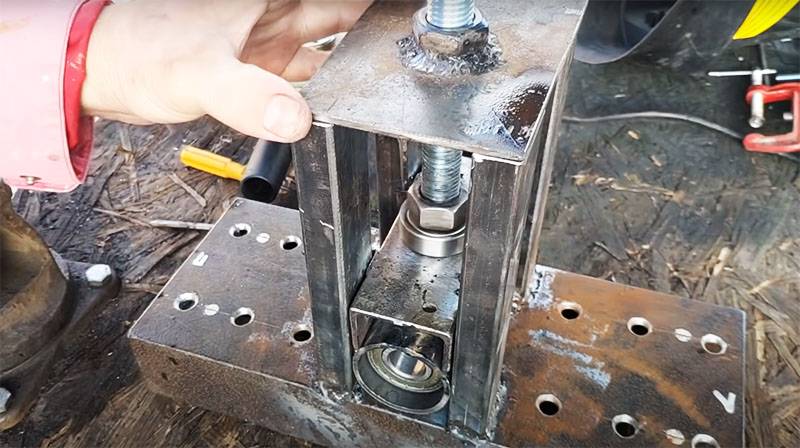
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
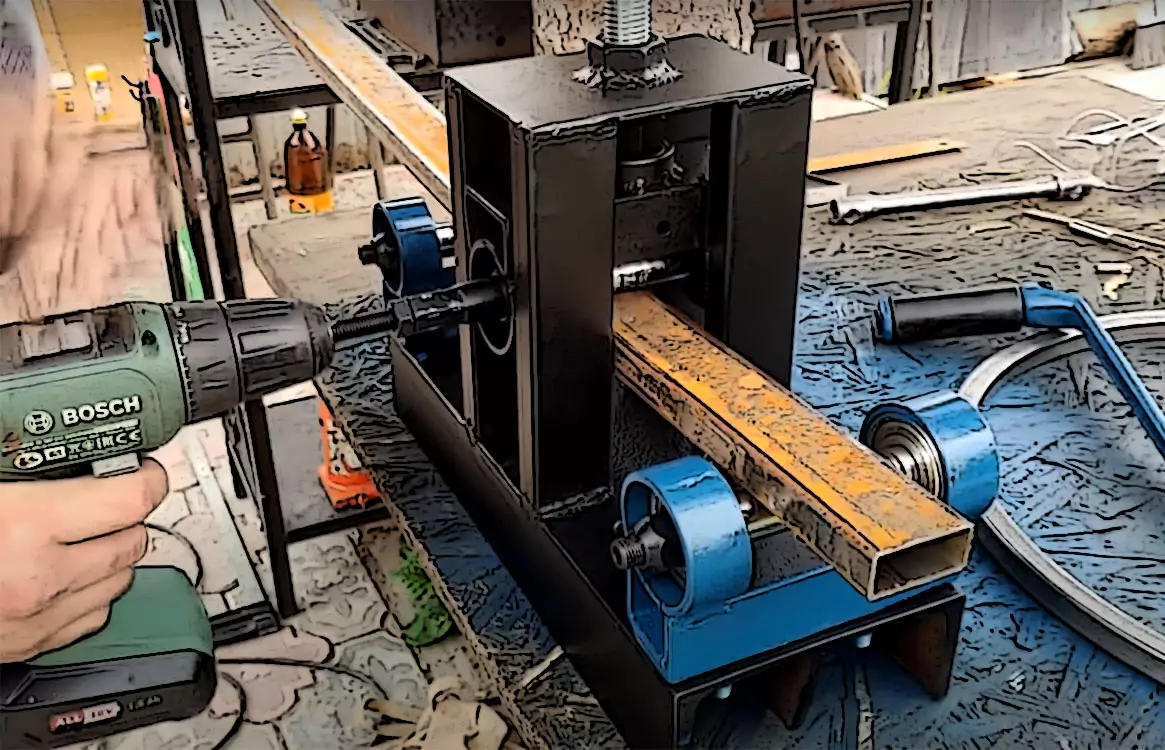
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
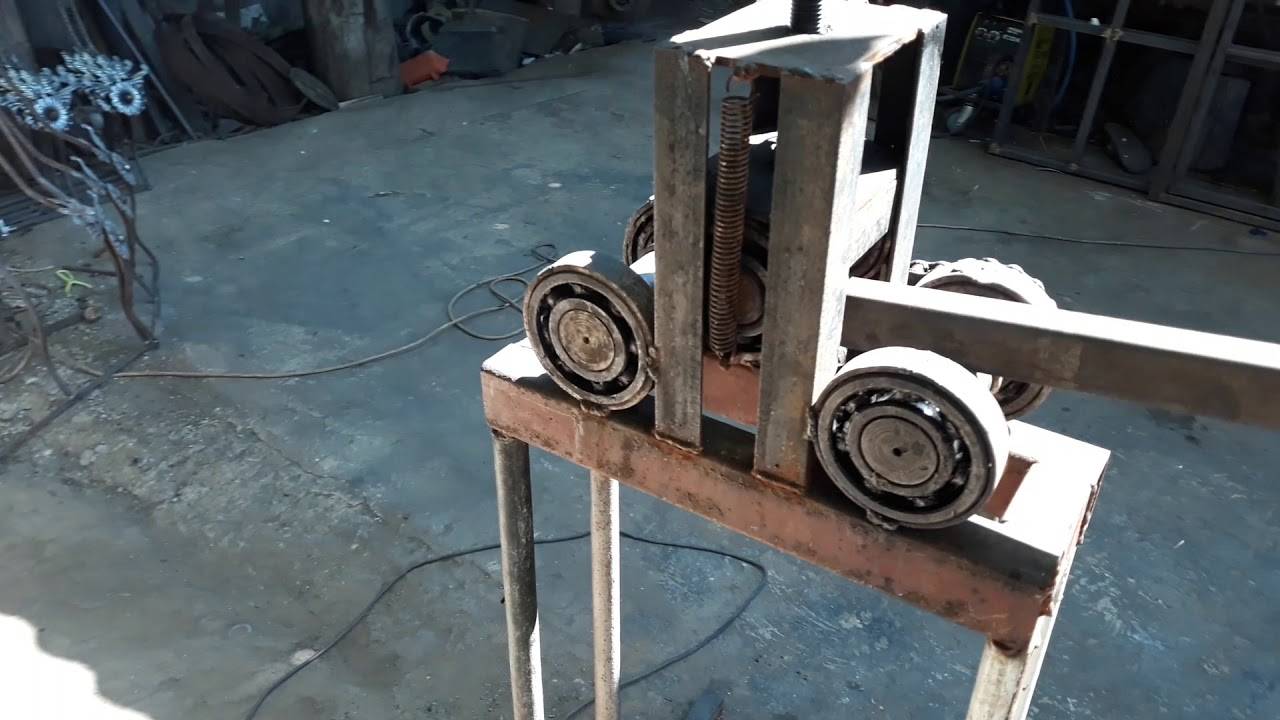
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.







Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.

Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
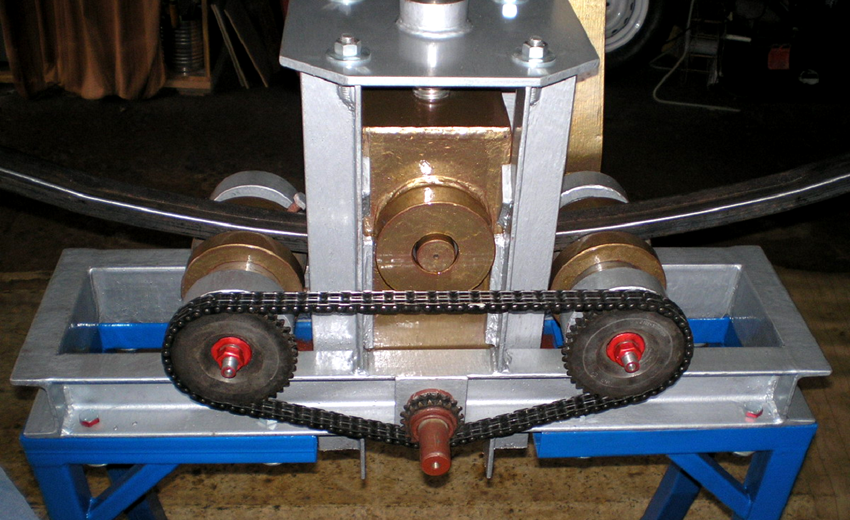
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
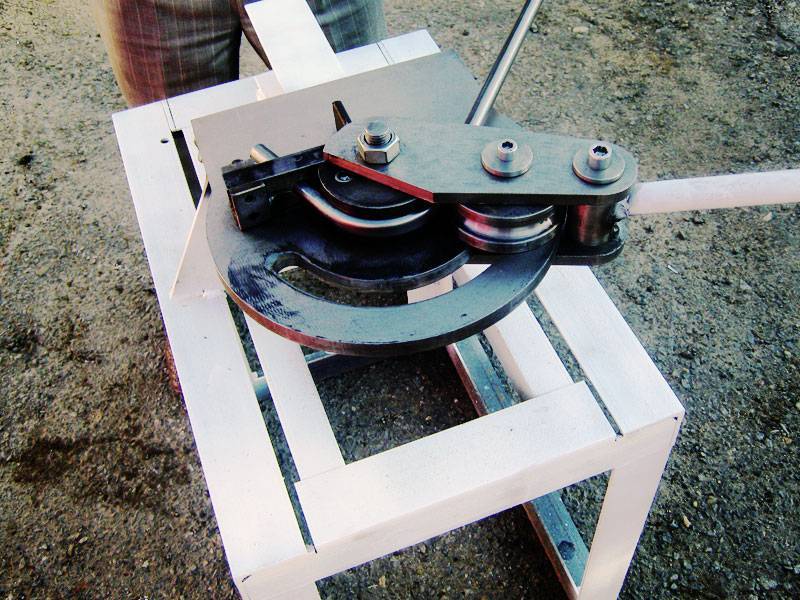
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.





