
Самодельный аппарат для сварки
Схема является основой создания сварочного аппарата, а его «сердцем» можно считать трансформатор, который будет создавать необходимое напряжение.
Сразу стоить отметить, что данный элемент должен быть мощным с минимальным значением 700-800 ватт.
Видео:
Можно сделать самодельный сварочный аппарат с помощью инвертора, но для этого необходимы определенные знания и навыки. Использование трансформатора, а не инвертора, является более простым способом создания самодельного аппарата.
Трансформатор можно взять из микроволновки. Причем для этого подойдет старое устройство или микроволновку можно приобрести специально с рук.
Схема дальнейших действий следующая:
- Доставать трансформатор из микроволновки нужно аккуратно, убирая все крепления, разбирая основу;
- Вторичная намотка с трансформатора из микроволновки должна быть сбита. Использовать можно любой подручный инструмент: молоток, зубило, клещи, сверло и пр. Кстати сверло должно быть всегда под рукой при использовании точечной сварки. Вторичная обмотка отличается от первичной более толстым проводом. Действовать здесь нужно также аккуратно, чтобы не повредить провод, используемый для первичной обмотки;
- Необходимо сделать два-три витка новой вторичной обмотки. Для получения тока в 1000А желательно брать провод, толщина которого будет не меньше 1 см. Физически сделать больше трех витков не получится, поэтому при необходимости добавляется еще один трансформатор из микроволновки, как было сказано выше;
- Следующим шагом выполняется проверка обмотки на короткие замыкания. Используется для этого вольтметр. Если таковых не обнаруживается, следовательно, можно продолжать работу;
- Далее трансформатор из микроволновки проверяется амперметром. Если сила тока превышает значение 2000А, то необходимо ее уменьшить, чтобы избежать в дальнейшем перепадов напряжения.
Для электродов хорошо подойдет медная проволока. Толщина проволоки подбирается таким образом, чтобы диаметр провода не превышал ее диаметра.
Можно воспользоваться двумя паяльниками, точнее их жалами, которые можно установить в качестве электродов.
Потери тока можно снизить, укоротив длину провода, идущего от электрода.
Соединение провода с электродом происходит при помощи медного наконечника, можно сделать отверстие при помощи высверливания, сверло при этом используется на 8.
Далее для обеспечения безопасной работы самодельного сварочного аппарата необходимо сделать корпус. Лучшим материалом для этого послужит дерево.
При создании рычагов нужно учитывать следующий момент: необходимо создать свободное движение верхнего рычага по горизонтали и вертикали, сделать это можно с помощью специальных проемов в корпусе.
Видео:
При желании можно и нижний рычаг сделать аналогичным образом.
Необходимо предусмотреть место под включатель-выключатель на задней крышке прибора. После установки тумблера вставляется кабель питания.
Чтобы исключить возможность выпадения кабеля, его необходимо сделать более толстым, утолщить.
Трансформатор из микроволновки крепится к основанию с помощью саморезов. На крепление надевается клемма и делается заземление. Все соединения должны быть тщательно изолированы.
Чтобы верхний рычаг оставался в поднятом состоянии, можно воспользоваться обычной резинкой, надетой на два самореза.
Смотрите видео о точечной сварке своими руками в нашей статье.
Вместо заключения
Вот и все, что вам нужно знать о сборке инвертора своими силами. В видеоролике показан довольно простой аппарат, который, тем не менее, способен годами работать, не доставляя никаких проблем с его эксплуатацией и обслуживанием. В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций. Посмотрите на этот миниатюрный простой сварочный инвертор на одном транзисторе в ролике ниже. Вы можете собрать такой же
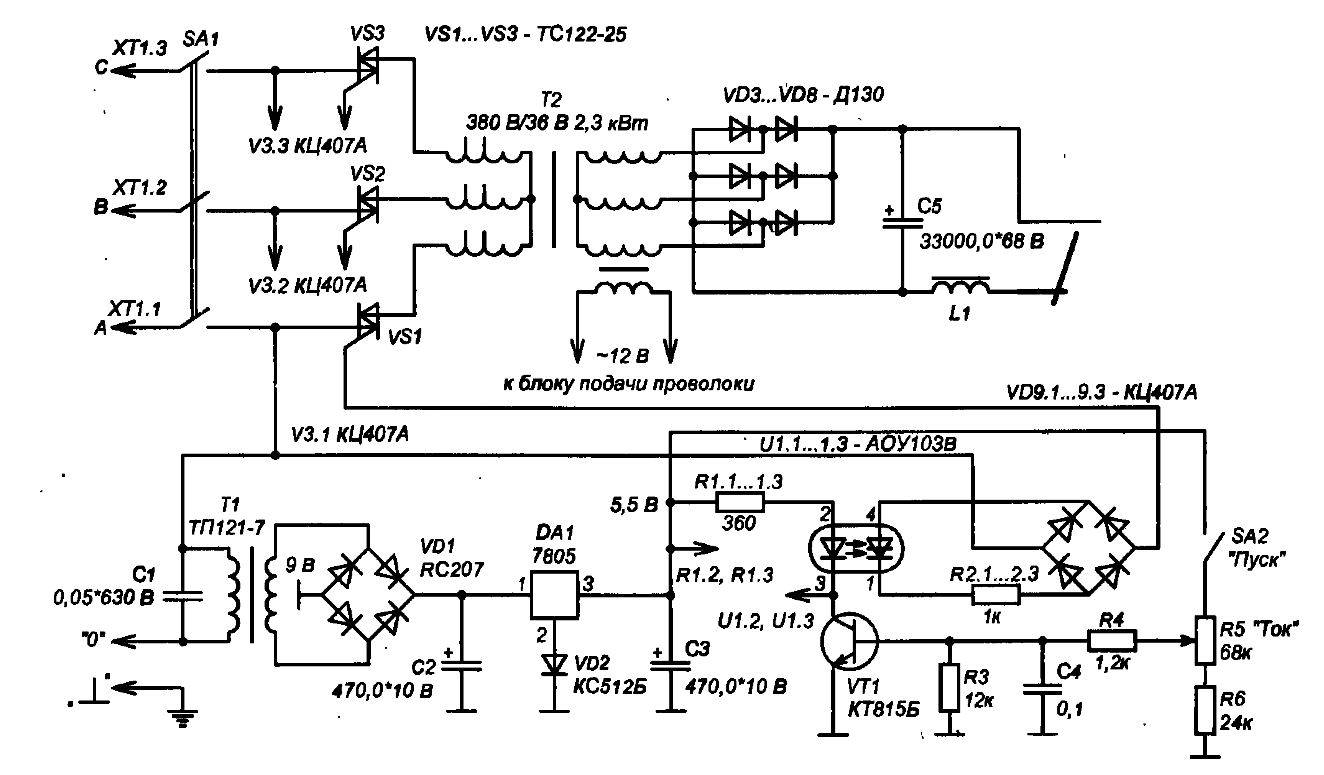
Устройство из трехфазного трансформатора
Если ЛАТР найти невозможно, сварочный аппарат конструируют из блока питания 380/36 В. 3-фазный трансформатор используется в работе осветительных систем или электроинструментов. Допускается применение блока с одной сгоревшей обмоткой. Агрегат будет питаться от бытовой или промышленной сети. В процессе сборки выполняют следующие действия:
- Изготавливают клеммы для крепления вторичной намотки из полой трубки. Один конец делают плоским, в нем просверливают отверстие для фиксации провода.
- Заменяют расположенные в верхней части трансформатора винты с гайками М6 на болты М10.
- Изготавливают текстолитовую плату для вывода концов обмотки. В ней проделывают 10-11 отверстий, в которые вставляют винты М6. Плату устанавливают на верхнюю панель трансформатора.
- Крайние первичные намотки подключают друг к другу параллельно. Средняя подсоединяется последовательно.
Назначение манипулятора
Помимо вращателей существуют и другие разновидности дополнительного сварочного оборудования — кантователь, позиционер, манипулятор. Особо подробно стоит рассказать о манипуляторах, потому что они их чаще всего применяют на производстве и в домашних условиях.
Манипулятор может перемещать или вращать деталь в любом направлении, которое необходимо для проведения сварочных работ. Он более универсален, чем вращатель.
Значимым преимуществом современных манипуляторов является лёгкость их переналадки. При желании, скорректировать работу таких аппаратов не составит труда.
Для этого надо лишь перенастроить программное обеспечение, то есть изменить рабочую программу, после чего инструмент начнёт двигаться по новой траектории. Линия соединения или линия шва в данном случае тоже претерпит изменения.
Модульная конструкция большинства распространённых сегодня манипуляторов позволяет с лёгкостью менять ориентацию рабочего инструментария. В результате один и тот же прибор можно использовать при различных технологиях сварки.
Контактник из сварочного трансформатора
Такое оборудование можно превратить в полноценное средство контактной сварки. Единственным недостатком является невозможность управления силой тока.
Разработка чертежа
Правильный выбор схемы помогает изготовить работоспособный сварочный аппарат. Предпочтение отдают простым чертежам, включающим минимальное количество деталей и блоков. Такие варианты не позволяют создать слишком мощное устройство, однако прибора достаточно для выполнения мелкого ремонта автомобиля, садовой техники, ограждений.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки
Перечень деталей и расходников
Для переделки сварочного трансформатора в оборудование для контактной сварки потребуются такие элементы и материалы:
- трансформатор, преобразующий электрическую энергию;
- толстый кабель;
- медные электроды;
- болты;
- наконечники;
- прерыватель;
- деревянные бруски, фанера для создания корпуса.
Процесс создания аппарата
Сборку самодельного устройства выполняют так:
- Устанавливают сварочный трансформатор в корпус, созданный из металлических листов. Собирают электрическую плату на текстолитовом листе толщиной более 1 см. Деталь закрепляют в корпусе сварочного аппарата.
- К шине, вторичной обмотке болтами присоединяют сварочный провод. Оставшийся конец кабеля подключают к электроду.
- К контактной колодке, находящейся на электрической плате, подсоединяют питающий провод.
Эксплуатация точечной сварки
Мастер, использующий контактный трансформаторный аппарат, должен стоять на резиновом коврике, применять защитные перчатки и очки. Кабель заземления подключают к детали, к которой будет привариваться другая заготовка. После этого нажимают клавишу включения, сопоставляют соединяемые элементы, зажимают электродом сварочного пистолета.
Необходимые инструменты и материалы
Для сборки самодельного сварочного аппарата потребуется следующий комплект электронных измерительных приборов и инструментов:
- набор отвёрток различной формы и размера;
- электронный вольтметр (мультиметр) или тестер;
- однолучевой осциллограф;
- электрический паяльник мощностью не менее 40 Ватт.
С помощью измерительных приборов можно будет отстроить схему и выставить требуемые режимы работы её электронных компонентов. В качестве последних используются резисторы самых различных номиналов, а также конденсаторы и катушки индуктивности. К этому набору следует добавить диоды самых различных марок и назначений, а также трансформаторы, реле и переменные резисторы.
Помимо этого нужно будет подготовить регулятор с линейной характеристикой, вентилятор для принудительного охлаждения и готовый преобразователь постоянного тока в переменный (инвертор).
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.




Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
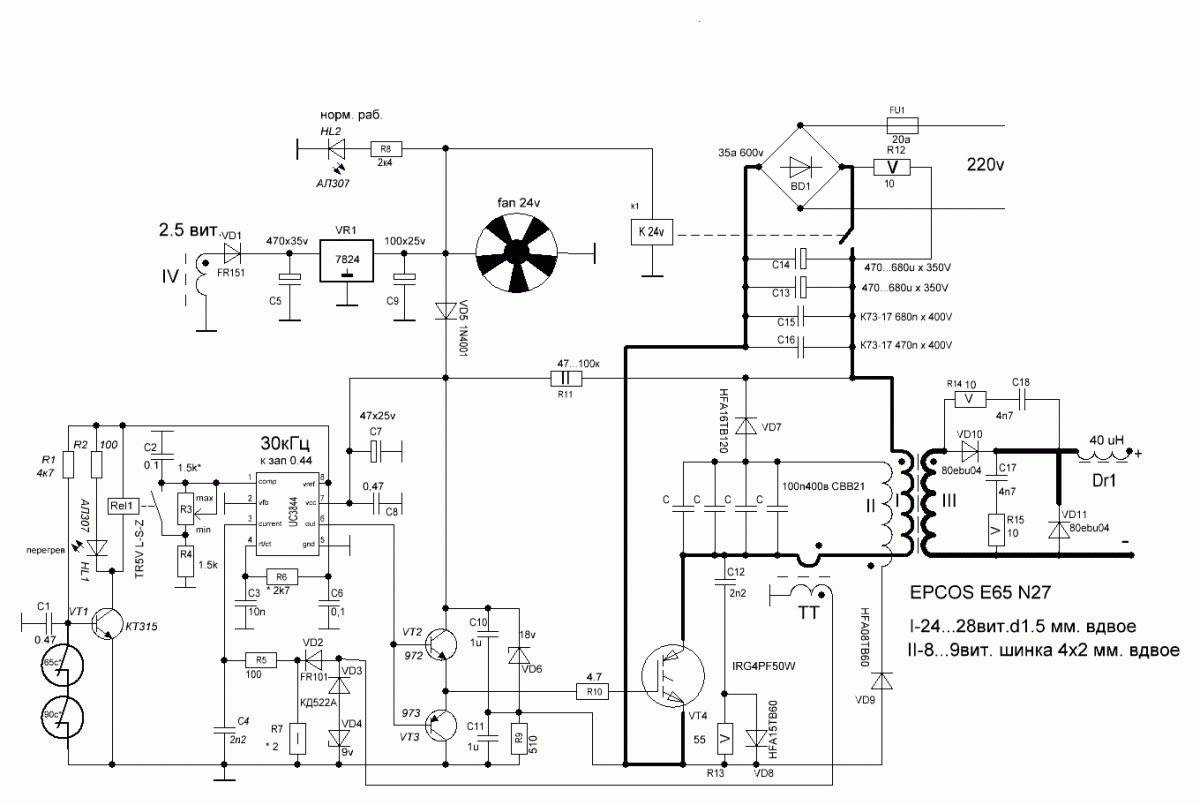
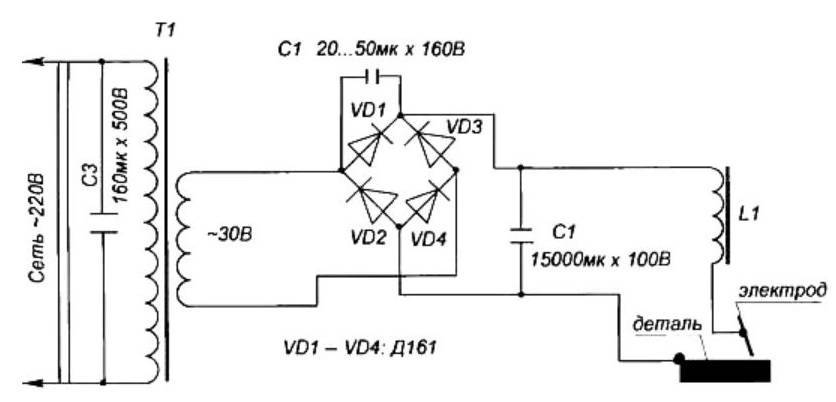
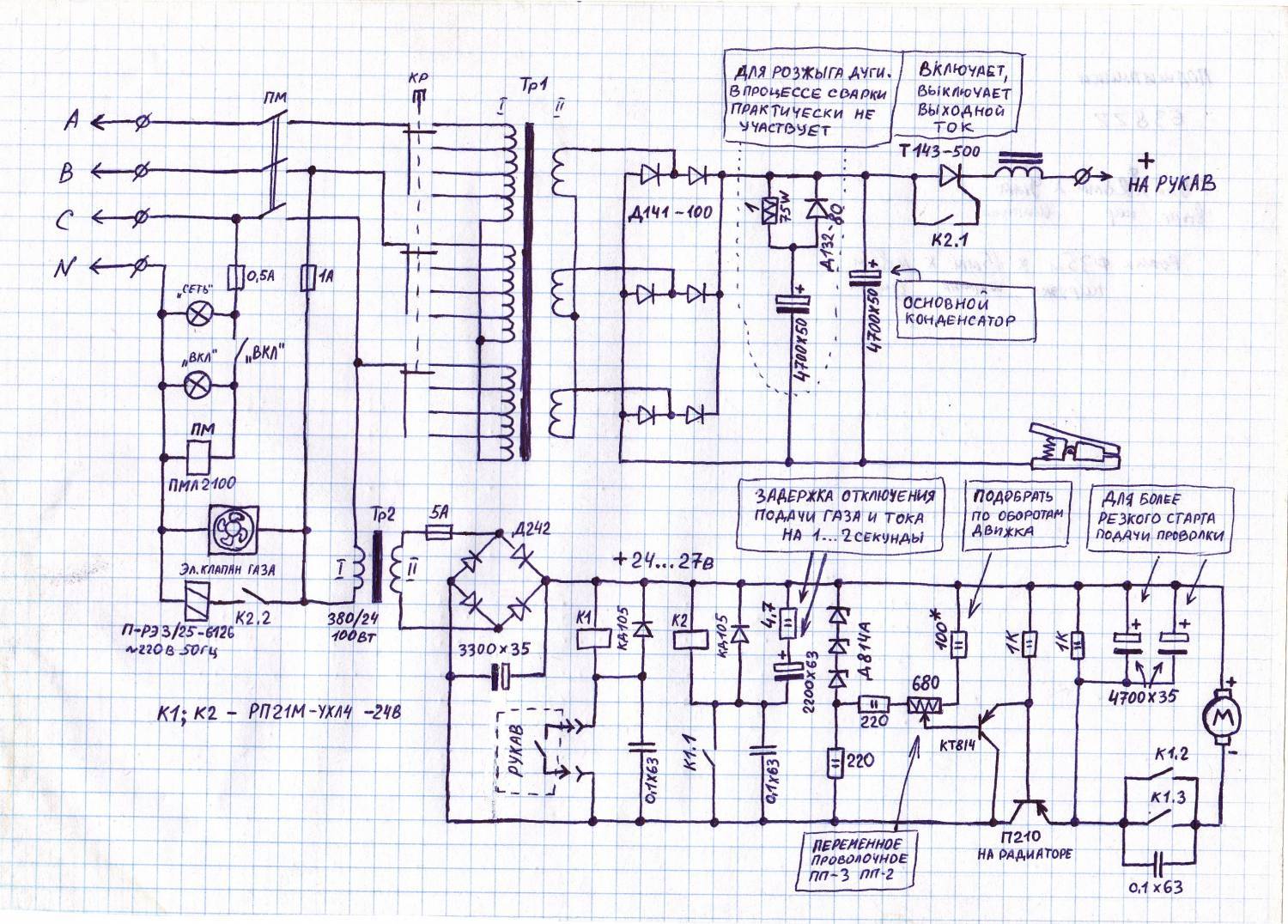
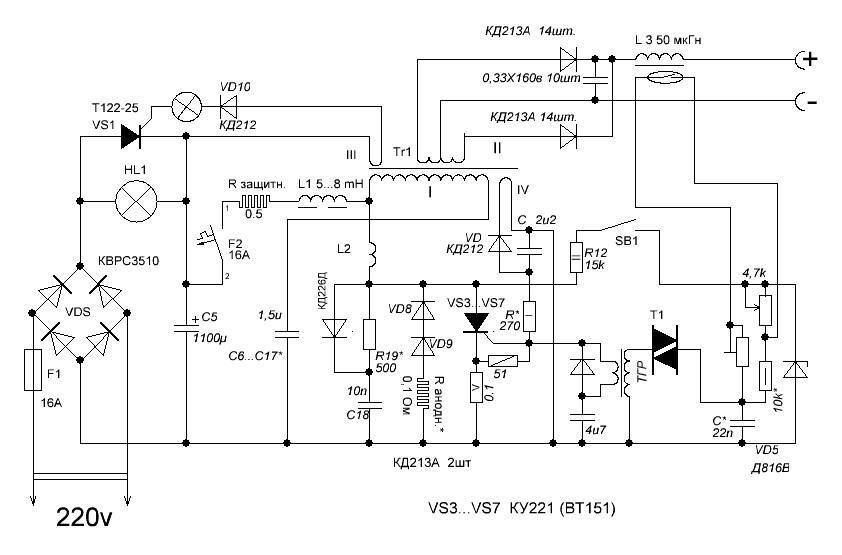
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
https://youtube.com/watch?v=videoseries
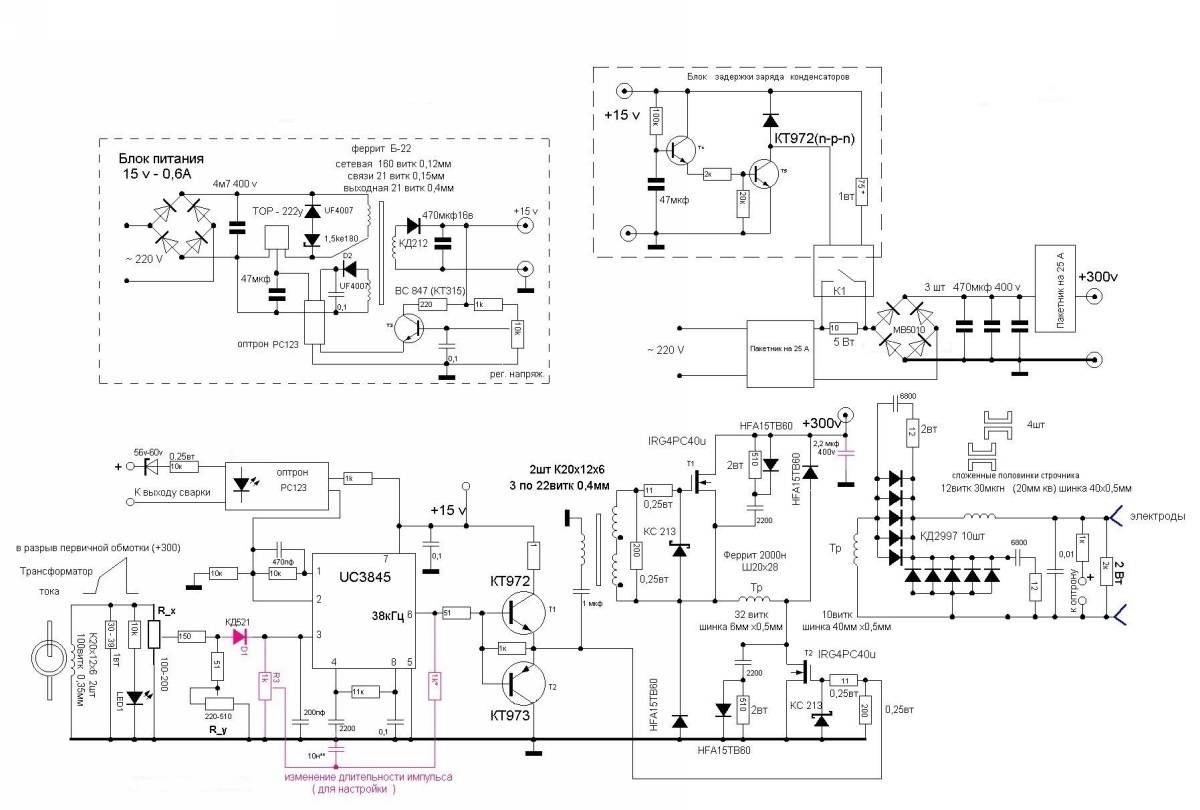
Точечная сварка на основе инвертора
Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
Такой вид споттера очень похож на контактную сварку и является ее модификацией. Но его конструкция имеет отличительную черту — в ней отсутствуют клещи. Именно поэтому его можно считать аналогом электродуговой сварки, в которой ток проходит сквозь корпус автомобиля. Один контакт сварки присоединяется к поверхности, а вторым выступают насадка и шток.
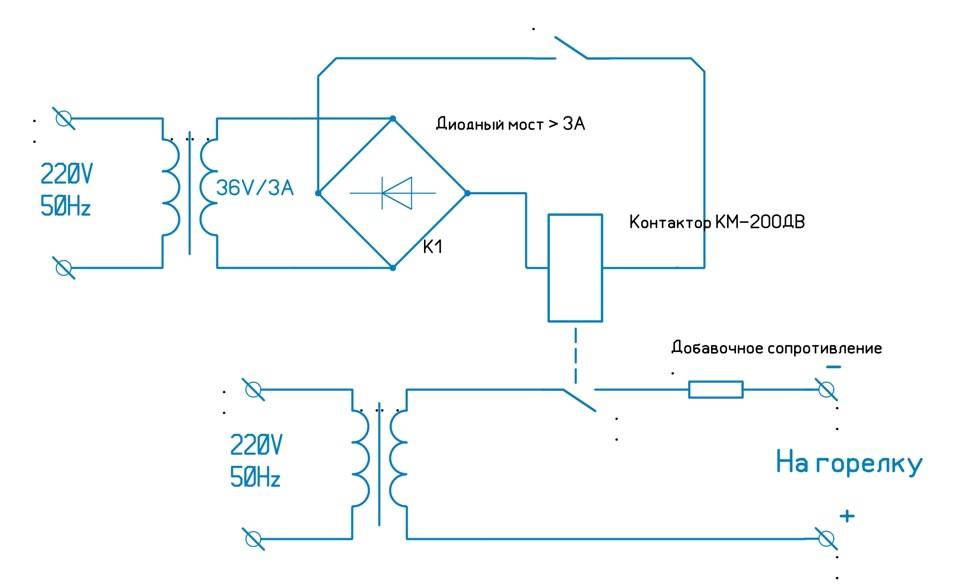
Инверторное устройство
Основной деталью устройства является пистолет, который можно сделать из аналогичного приспособления для строительного клея или от полуавтоматической сварки. Многие интересуются, как собрать пуллер своими руками. Схема довольно простая.
Включает она в себя следующие элементы:
- инверторная сварка;
- реле трёхстороннее.
Для того чтобы собрать его, понадобятся такие детали:
- 200 вольтовый тиристор;
- трансформатор, который регулирует напряжение и понижает его до 12 вольт;
- реле (30 ампер);
- диодный мост;
- контактная группа;
- кнопка для управления.
С помощью диодного моста происходит подключение трансформатора к сети, а к мосту подсоединяется тиристор.
Споттер работает по следующему алгоритму:
- нажимается кнопка питания, запускается конденсатор и на незначительное время тиристор и резистор;
- в последующем с помощью диодов подаётся напряжение на трансформаторную обмотку;
- дальше электрод (направляющая) сваривается с поверхностью автомобиля;
- при разрядке конденсатора закрывается тиристор, а трансформатор теряет ток;
- работа аппарата завершена, и только конденсатор продолжает заряжаться от трансформатора для дальнейшей работы.
В качестве альтернативы тиристоры и диодный мост заменяются симистрами. Конструкцию самодельного споттера необходимо тщательно рассчитать для его правильной работы. Он должен работать без перебоев даже с минимальными вложениями.
Необходимые материалы для работы
Для сбора аппарата нужно до 40 кубических сантиметров металла. По периметру тиристора перегревы случаются редко, чаще всего они возникают после кабеля. Шток устройства тоже может сильно нагреваться, поэтому желательно его делать из латуни.
Кабель аппарата должен быть с сечением 70 кв. миллиметров, а для длины молотка его достаточно 2 метров. Также необходимо обустроить импульсное управление.
Для начала следует вместе с медной шиной обмотать трансформатор вторичной обмоткой. Она может быть и алюминиевая. После этого нужно ещё два раза намотать слои обмотки. В результате должна получиться обмотка на 250 квадратных миллиметра (5 обмоток с шестью витками).
Как проводится контактная сварка
Сварочные работы дома может потребоваться выполнять каждому во время ремонта. Инвертор может пригодиться для установки металлических деталей или же в мини-мастерской на дому.
Принцип работы инвертора такой:
- металл нагревается от электрического тока;
- затем он плавится и застывает после образования сварочного шва;
- чтобы закрепить части и защитить их от раздвигания, детали сжимаются электродами, по которым идет ток.
Для проведения домашних сварочных работ нужен мощный источник питания, а это может привести к перегреванию бытовых проводов. Заблаговременно проверьте качество своей проводки, при необходимости ее замените.
Во время точечной сварки нужно соединить две заготовки по прилегающим краям. Это потребуется при установке небольших деталей из тонкого материала, в частности, металлических прутов толщиной до 0,5 см.
Варианты соединений
При контактной сварке поверхности могут быть соединены такими способами:
- непрерывным оплавлением;
- прерывистым;
- сопротивлением.
Во время работы с помощью оплавления нужно детали или же листы металла соединить или же нагреть током вплоть до плавки. Данная технология актуальна для таких видов работ:
- обработка цветного металла или низкоуглеродистой стали;
- установка меди, стали или латуни.
Однако подобный метод не особо пользуется популярностью из-за того, что к температуре предъявлены жесткие требования, а также потому, что в соединительных зонах не должно быть примесей.
При непрерывной оплавке заготовок потребуются сварочные клещи и прочие фиксаторы. Соединение деталей происходит при включенном токе. Когда края деталей оплавятся, произойдет осадка, а токовая посадка выключится. Таким образом монтируют тонкостенные трубопроводы, однако можно и соединять заготовки, которые отличаются по структуре. Ключевое преимущество метода — это оперативность. Но есть риск, что по сварочному шву вытечет металл с появлением угара.
Прерывистая оплавка выполняется при последовательном плотном либо ослабленном контакте. Посредством зажимных клещей сварочную линию замыкают в области соединения заготовок, чтобы температура поднялась до 900−950 градусов. Данный метод используется в случае недостаточной исходной мощности прибора для непрерывной оплавки.
Контактная сварка решает следующие задачи:
- подготавливается поверхность для монтажа (контуры зачищаются и выравниваются);
- края заготовок соединяются и крепятся прижимными деталями;
- включает источник тока;
- края заготовок при работающем устройстве прогреваются и оплавляются;
- выполняется осадка и включается ток.
Эти виды сварочных процессов по технологии мало отличаются друг от друга, однако они отличаются токовой подачей и креплением деталей.
Чтобы сваривать детали точечным методом для бытовых нужд, устройство можно сделать самостоятельно. Ключевыми его механизмами являются:
- зажим;
- прибор подачи напряжения на конденсаторах. В нем на низковольтную обмотку прикрепляют электрод.
Второе зажимное крыло — это опорное, его можно монтировать с крупными деталями.
Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.






Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
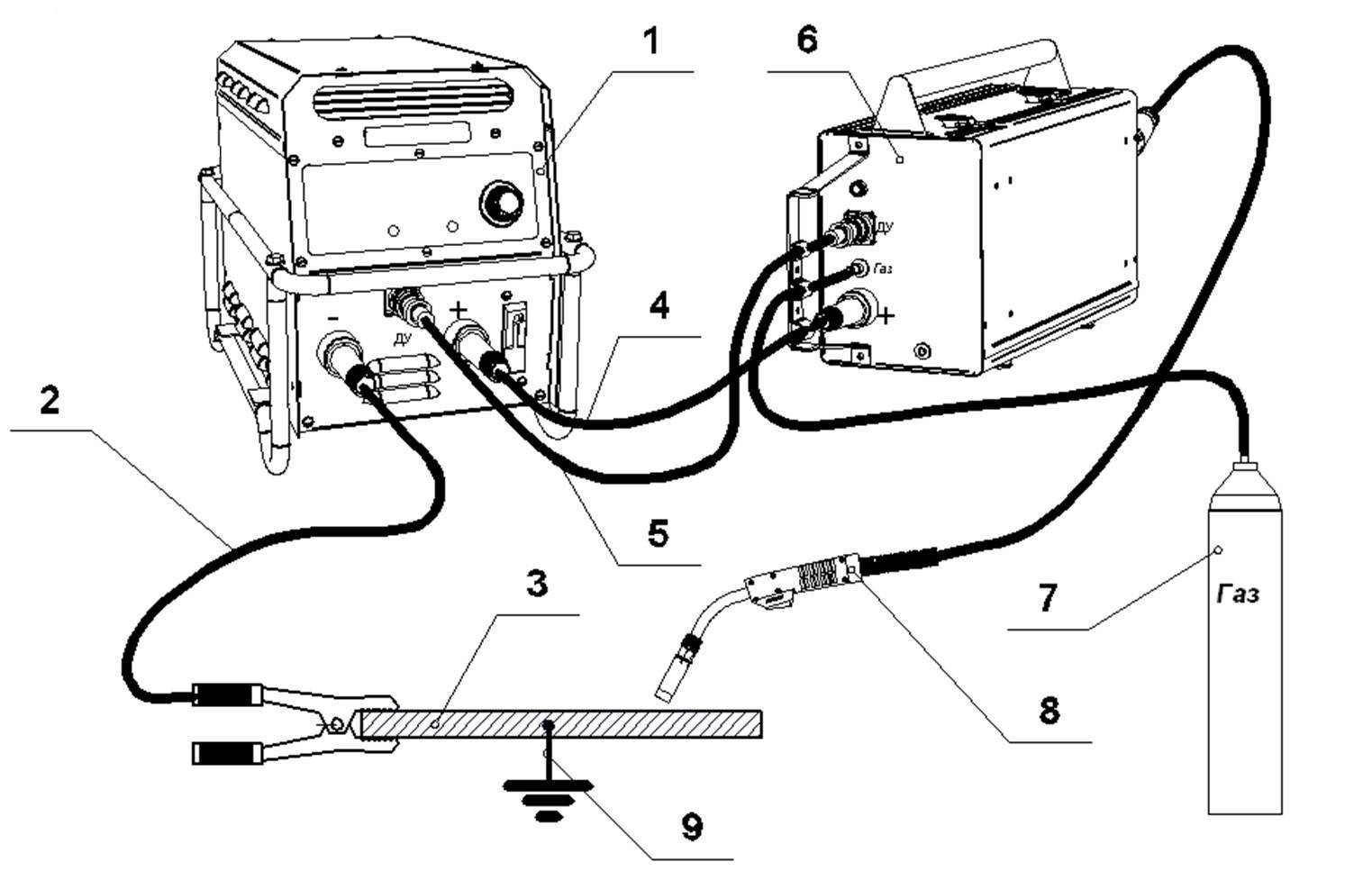
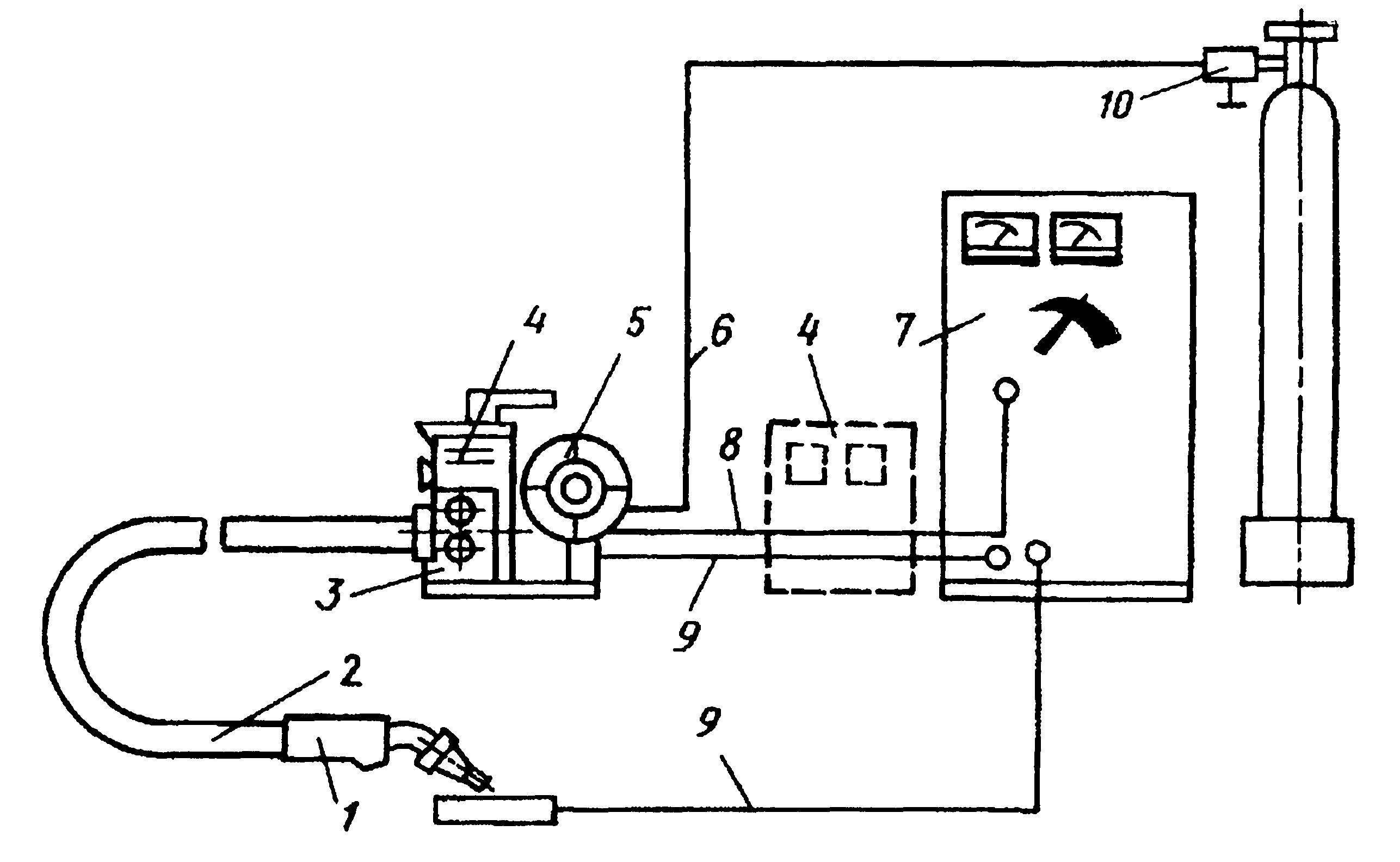
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.

Схема процесса сварки в среде защитного газа
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
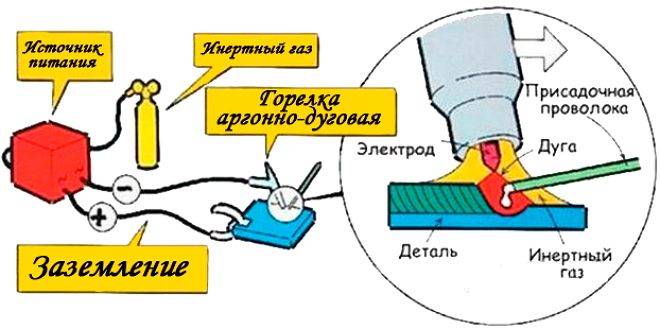
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
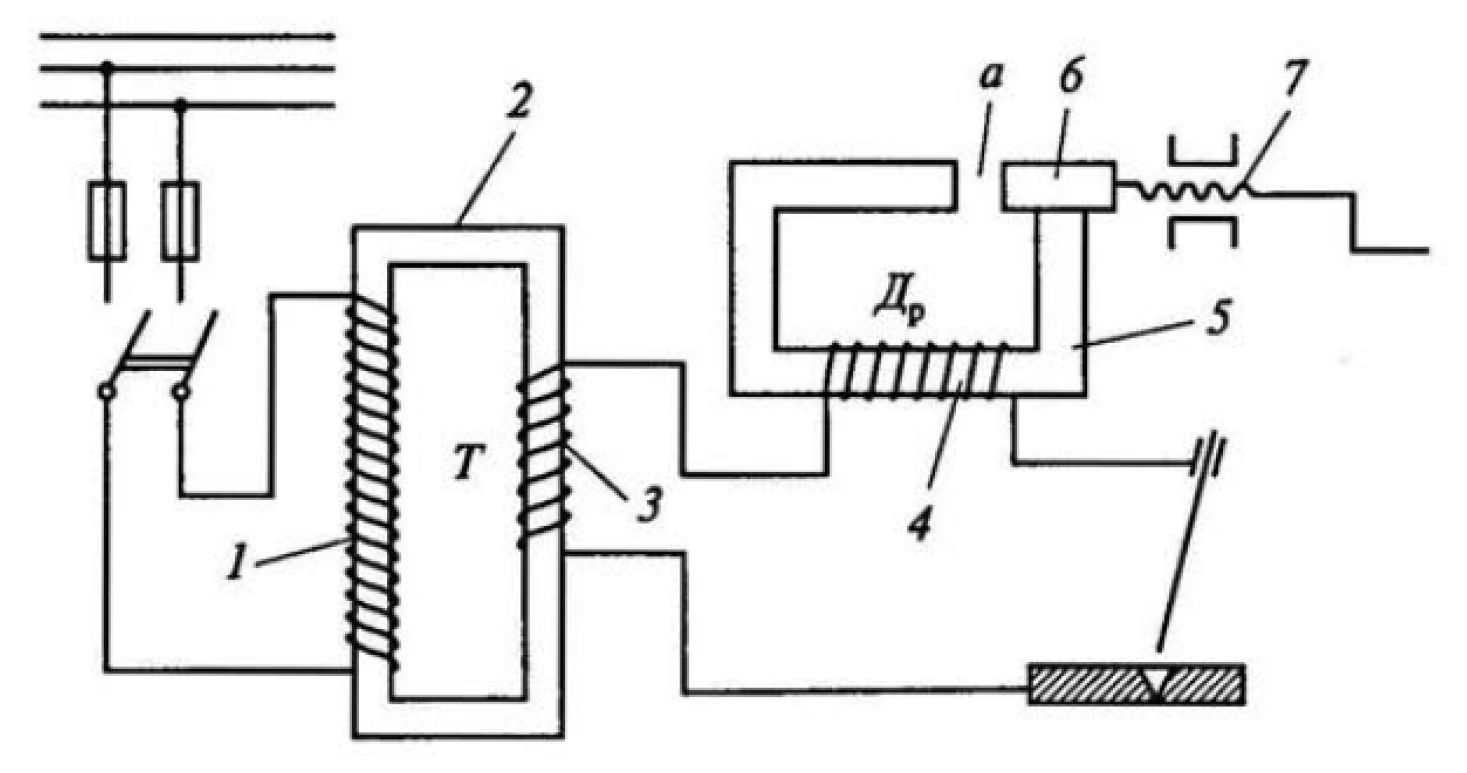
2 Варианты сборки осцилятора своими руками
Для того чтобы такой агрегат собрать, вам необходима готовая схема прибора с описанием порядка соединения имеющихся компонентов. По ней, собственно, вы и будете работать. Осциллятор сварочный может быть собран как по схеме для непрерывного действия, так и для импульсной работы.
В первом случае прибор работать будет параллельно с самим источником электрической дуги. Здесь оборудование подключается непосредственно к массе и держаку. Несмотря на то, что в самой сборке этот вариант более сложен, он дает значительно больший спектр возможностей самому владельцу, и в некоторых случаях работать позволяет даже при заниженном напряжении.
Второй вариант самодельного осциллятора для сварки более прост в исполнении и, кроме того, гораздо менее требователен по выбору рабочей схемы с учетом средств защиты от скачков напряжения. Такой вариант более выигрышен тем, что может свободно использоваться в сетях переменного напряжения. К тому же, импульсное исполнение обычно обходится несколько дешевле первого варианта, ведь здесь детали вы можете использовать более простые.
Определившись с вариантом исполнения, вам нужно будет согласно схеме подвести в сеть все компоненты будущего оборудования. Готовый самодельный осциллятор для инвертора всегда нужно подключать параллельно с основным оборудованием в сеть. Непосредственно после сборки такого образца в домашних условиях, необходимо провести его тестовый запуск и проверить, все ли работает правильно. Только после такого запуска вы можете приступать непосредственно к профессиональному использованию домашнего оборудования для сварки непосредственно для ваших нужд.
Использовать осциллятор, созданный своими руками, можно для широкого круга нужд. Это ремонт автомобилей, создание технологически несложных конструкции и их реставрация. Полный спектр функций формируется в каждом отдельном случае спецификой именно конструкции вашего прибора. Подбирайте ее максимально тщательно, и тогда вам удастся заполучить аппарат, соответствующий всем вашим техническим требованиям, даже мельчайшим.
Технология и принцип действия импульсной сварки, классификация видов
Импульсная сварка или сварка аккумулированной энергией представляет собой модификацию электродуговой сварки.
История технологии
Впервые импульсная сварка была применена в 1932 году. Технология была опробована при соединении нержавеющей стали. После успешных испытаний, метод получил дальнейшее распространение.
Понятие «жесткости режима»
От грамотного выбора импульсного режима сварки зависит качество и внешний вид шва. Наиболее важным параметром является «жесткость». Она зависит он физических характеристик и параметров свариваемого материала, а также продолжительности тока. При равных величинах длительности тока, более жестким считается режим, применяемый в соединениях с большей толщиной. Жесткий режим имеет ряд преимуществ:
- большая производительность;
- экономичность;
- малые вмятины от электродов;
- высокая стойкость электродов.
При выполнении точечных или шовных работ соотношение базовых параметров настройки к толщине металла имеет линейную зависимость, что может существенно облегчить выбор сварочного режима.
Суть процесса
Сущность импульсной сварки заключается в соединении металлических поверхностей при помощи микроимпульсов. Источником энергии служить аккумулятор, подключенный к электрической цепи.
Отличительная особенность метода заключается возможности создания сварочных соединений между металлами, имеющими различный химический состав. Выполнения работ требует специального оборудования – импульсного сварочного аппарата.
Технические нюансы
Перед началом работ, для достижения рабочего уровня зарядки, подключите источник тока к сети. Процесс сварки не займет много времени, поскольку используются запасы энергии приемника. Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
Формирование швов происходит за счет плавления отдельных порций металла с последующим покрытием.
Качество выполненных работ во многом зависит от правильного выбора режима сварки. С изменением длительности импульса меняются и параметры сварки. Регулировке поддаются и прочие параметры: форма сварочной ванны, контроль кристаллизации металла, толщина сварочного шва.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Преимущества и недостатки контактной сварки
Основным преимуществом можно считать возможность полной автоматизации процесса. Это обстоятельство способствовало внедрению такого способа на машиностроительных конвейерах. Высочайшей производительности труда позволяет добиться точечная сварка в сочетании с промышленными роботами. Кроме того, повышения производительности добиваются внедрением многоточечных машин. Такой вид сваривания позволяет:
- обходиться без сварщиков высокой квалификации;
- идеально соединять тонкие листовые материалы;
- вести работы без использования защитных газов;
- оказывает ничтожное воздействие на металл изделия;
Одно из достоинств этого способа — отсутствие выделения вредных газов. Последним аргументом можно считать высокую степень пожарной безопасности по сравнению с ручной дуговой сваркой.
Недостатки этого вида соединения деталей начинают проявляться при сваривании изделий сложной формы. Если с листами металла проблем никаких, то сложные изделия требуют особых форм электродов, что не всегда возможно. Осложнения нарастают при попытках создать многоточечную оснастку. Не всегда удается применить эту сварку при сваривании нескольких разнородных металлов и сплавов. В данном случае такое преимущество, как отсутствие защитных газов, работает против производства.
Значительную опасность для обслуживающего персонала создаёт вероятность выплеска металла в момент подачи сильного тока на электроды. Этим особенно грешат машины старых образцов. Современные сварочные аппараты обеспечивают плавную подачу сварочного тока. Ещё большая безопасность достигается при использовании постоянного тока в сочетании с программным управлением силой сжатия.
Порядок работы
Ниже представлена инструкция, как сделать точечную сварку, используя ненужную в хозяйстве микроволновку:
Разобрать старую СВЧ-печку. Вытащить трансформаторное устройство на 800 А. Заняться разбором блока питания компьютера. Вам потребуется лишь стальной корпус и разъём питания 220 вольт. В дальнейшем он будет использоваться для размещения «начинки» сварочного агрегата.
Обратите внимание!
Электросамокат своими руками — мастер-класс с пошаговыми инструкциями работы своими руками. Советы и простые схемы для начинающих + лучшие фото-обзоры
- Кресло-качалка своими руками: ТОП-120 фото лучших вариантов изготовления. Мастер-класс по созданию кресла-качалки в домашних условиях
- Коптильня из газового баллона — лучший мастер-класс по изготовлению самодельной коптильни с пошаговыми фото-схемами для начинающих
Поместить внутрь корпуса трансформатор, плату таймера и переходник питания. Примерить и отметить места отверстий – потом их надо будет проделать при помощи дрели.




Удалить вторичную обмотку трансформатора, заменив силовым кабелем. При этом демонтировать трансформаторные пластины не потребуется. Достаточно срезать обмотку вначале с одного края, затем с другого, используя стамеску и молоток. После этого останется убрать остатки проволоки сверлом.
Сделать новые обмотки из силового кабеля. Поставить модифицированный трансформатор в корпус. В области нахождения решётки просверлить 2 отверстия. Продеть через них выводы катушки. Проделать ещё отверстия, теперь в днище корпуса, для установки транса.
Подсоединить к передней панели механизм таймера. Продеть светодиод, выпаянный из платы и удлинённый проводами, в сделанное ранее отверстие.
Стальными уголками прикрепить рейку из дерева к корпусу сварочного аппарата.
Обратите внимание!
- Компрессор своими руками: ТОП-130 фото-обзоров готовых компрессоров. Пошаговая инструкция + схемы и чертежи
Ветрогенератор своими руками: ТОП-170 фото-обзоров готовых приборов. Подробная инструкция по самостоятельному изготовлению для начинающих
Теннисный стол своими руками: ТОП-150 фото лучших идей изготовления. Мастер-класс по созданию теннисного стола в домашних условиях
Достать с клеммной колодки клеммники, надеть их на контакты кабеля, которые требуется перед этим зачистить, и прикрутить на шурупы к рейке. Оснастить рейку кнопкой пуска, предварительно проделав под неё отверстие.
Медную проволоку использовать для создания электродов. Не забыть обточить концы. Закрепить сделанные из меди электроды в клеммниках.
Дополнить конструкцию пружиной для возврата контактов устройства на первоначальную позицию. С данной целью требуется прикрутить к верху корпуса ещё одну рейку из дерева. Вот и всё. Работа над созданием самодельного агрегата точечной сварки завершена.
Получившийся инструмент имеет довольно высокую мощность. Поэтому, дабы избежать прожигания отверстий в тонких металлических листах, рекомендуется устанавливать меньшие временные параметры на таймере. Кроме того, компактные размеры такой сварки позволяют разместить её даже в малогабаритной студии.





