
Подготовительные работы
Каждый, у кого есть рубанок или фуговальный станок, сталкивается с проблемой заточки ножей. Постоянно покупать новые накладно, тем более что ножи можно легко затачивать своими руками, используя для этого специальные станки или точильные камни. Если фуговальный станок используется часто, как и другое деревообрабатывающее оборудование, то постоянно отдавать ножи в мастерскую для заточки будет неудобно. Лучше собрать станок самостоятельно. Чтобы фуганок был всегда в рабочем состоянии, заточку рекомендуется проводить в домашних условиях. Проще всего делать это обычным точилом. Брать надо только точило с низкими оборотами, качество его должно быть высоким. В наличии должно быть водяное охлаждение.
Можно использовать и заточный камень, но его предварительно надо выравнивать специальным устройством. Обычно оно идет в комплекте с небольшим точильным станком, так что дополнительно искать такие приспособления уже не надо. После того как правка выполнена, необходимо сгладить камень, для этого применяется брусок. Затачивание фуговального ножа без этого этапа будет проблематичным.
Что же предпринять дальше? Надо выставить угол наклона. Специальный винт позволит правильно укрепить полотно относительно положения заточного камня. При помощи этого винта в дальнейшем можно выставлять любой угол наклона ножа. Далее берется держатель, который идет в комплекте со станком. В него устанавливается фуговальный нож. Специалисты советуют начинать заточку ножей, ширина которых не меньше 13 мм
. Длина не является принципиальной, при необходимости в держателе нож можно переставлять в любое положение.
В держателе нож надо крепить надежно, в противном случае заточка будет выполнена с перекосом, а это ухудшит качество работы фуганка. Как правильно закрепить нож в держателе? Удерживая лезвие в нужном положении, следует закрутить прижимные винты до упора. Для контроля угла заточки необходимо использовать маркер, им отмечается затачиваемая фаска ножа. Именно при помощи такого простого метода можно легко проконтролировать качество и ход работы. Заточка получится правильной, если угол ножа будет касаться камня. Надо повращать камень вручную, чтобы определить, есть ли необходимость в дальнейшей регулировке.
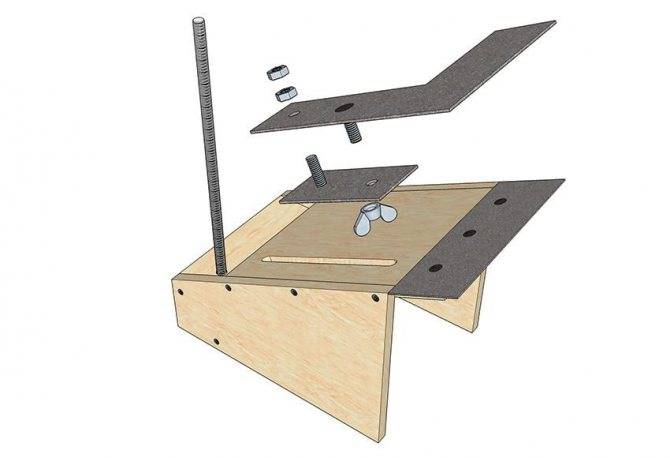
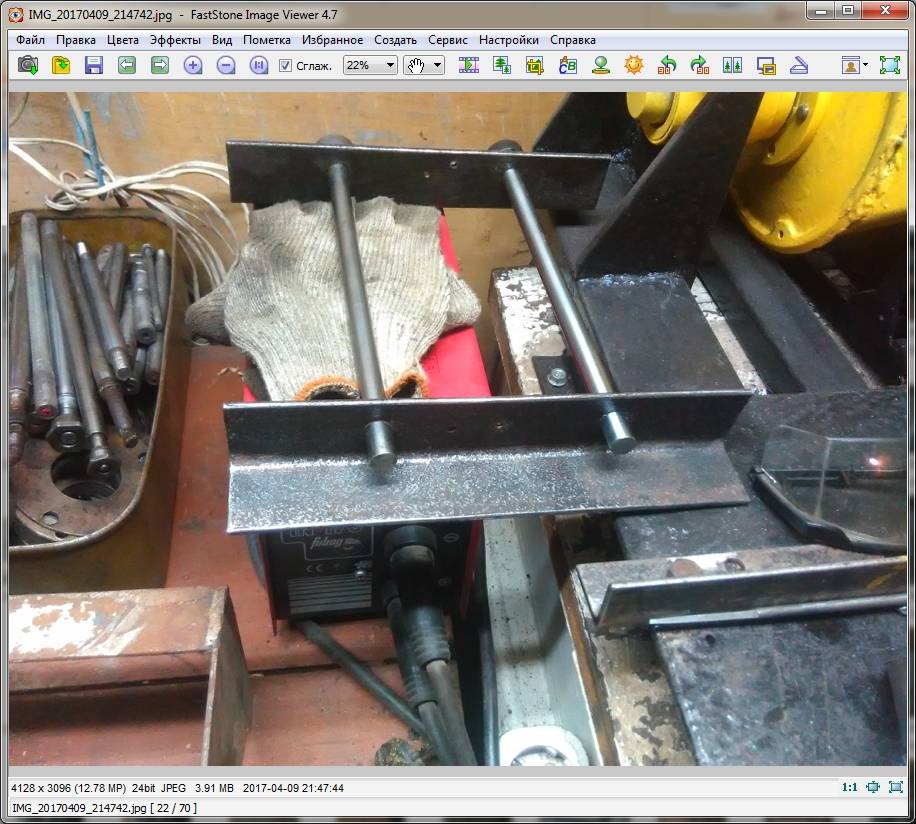
Устройство фиксации
Второй важной деталью подручника считается прижимная планка. Её можно сделать из 2 деталей
Г-образной планки размером 150х180 мм, ширина полочек которой равна 50 мм (верхней);
Ответной планки в форме прямоугольника размером 50х100 мм (нижней).
При изготовлении прижимной планки станочник выполняет такие действия:
Устанавливает нижнюю планку на дальнем краю верхней;
По центру делает 2 отверстия и отступает 25 мм от краёв детальки, через отверстия соединяет детальки двумя 8 мм болтиками;
Вкручивает 8 мм болтики по 2 сторонам. В подобной ситуации шляпа ближнего болтика расположена около верхней планки;
Приваривает шляпки болтиков к пластинкам и заранее шлифует до образования округлости;
Да наклонной доске отступает 40 мм от края и проводит рейсмусом черту;
Делает по краям внизу и вверху по одной 8 мм щели в 25 мм;
С помощью разметки соединяет края щелей и электролобзиком делает пропил с припуском. Напильником расширяет паз до ширины, равной 8,5 мм;
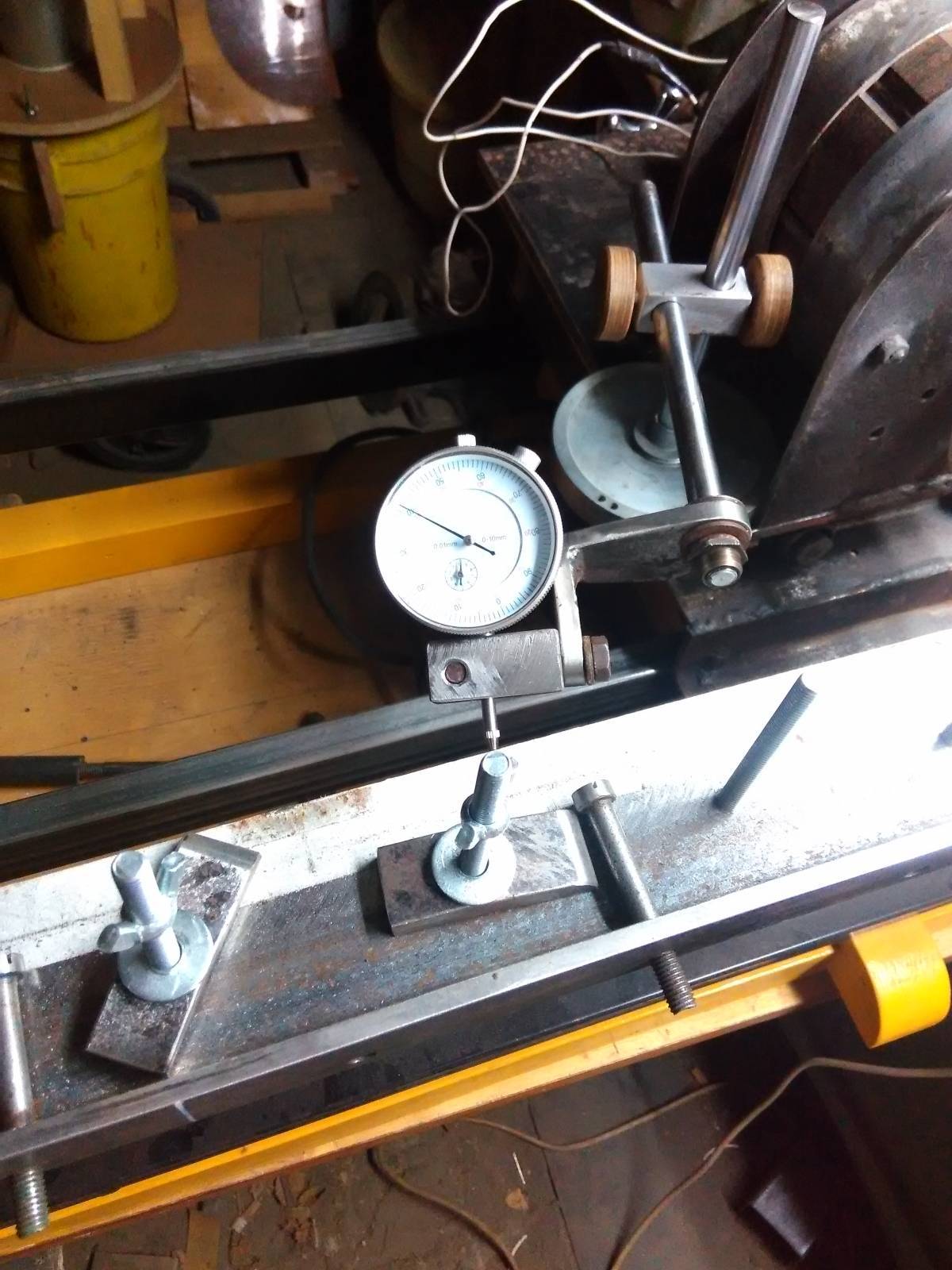
Скрепляет планки посредством паза, который есть в доске верхний болтик затягивает гайкой и, таким образом, крепко крепит планку.
Потом затягивает соединение 2 гайкой;
При прижиме нижней планки (в нише основы) накручивает на второй болтик барашковую гайку.
Безопасное в использовании оборудование
Выполняя любой деревообрабатывающий самодельный станок, необходимо позаботиться о безопасности работы на оборудовании. Фреза по возможности должна быть закрыта защитными приспособлениями, а работа на станке, где рабочий режущий элемент не имеет какой-либо защиты, запрещается. Большинство самодельных схем изготовления рейсмуса имеют качественную защиту электрорубанка, что позволяет исключить травмы при работе с таким оборудованием.
- Работая с самодельным инструментом, необходимо использовать защитные очки и рабочие перчатки. В особенности последние потребуются при работе с грубыми плотными заготовками, когда отмечается биение самодельного рейсмуса из электрорубанка при обработке материала.
- Используемые шпильки не должны иметь трещин, дефектов и повреждений. При обнаружении трещин и повреждений следует заменить дефектные части станка.
При соблюдении простейших мер безопасности работа на рейсмусе не будет представлять какой-либо сложности, а сам станок прослужит в течение многих лет. на самодельных станках можно будет выполнять качественную обработку древесины, сэкономив на приобретении промышленных фрезеров.
Подготовительные работы
Каждый, у кого есть рубанок или фуговальный станок, сталкивается с проблемой заточки ножей. Постоянно покупать новые накладно, тем более что ножи можно легко затачивать своими руками, используя для этого специальные станки или точильные камни. Если фуговальный станок используется часто, как и другое деревообрабатывающее оборудование, то постоянно отдавать ножи в мастерскую для заточки будет неудобно. Лучше собрать станок самостоятельно. Чтобы фуганок был всегда в рабочем состоянии, заточку рекомендуется проводить в домашних условиях. Проще всего делать это обычным точилом. Брать надо только точило с низкими оборотами, качество его должно быть высоким. В наличии должно быть водяное охлаждение.
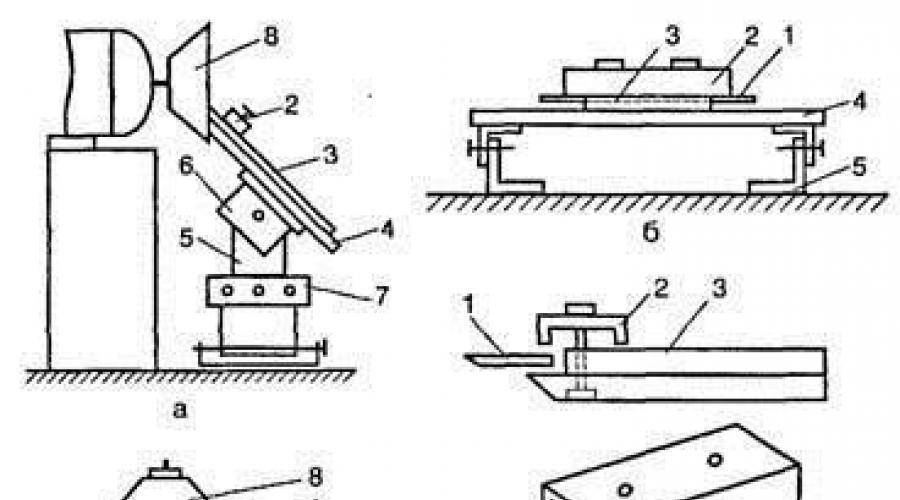
Схема угла заточки фуговального ножа.
Можно использовать и заточный камень, но его предварительно надо выравнивать специальным устройством. Обычно оно идет в комплекте с небольшим точильным станком, так что дополнительно искать такие приспособления уже не надо. После того как правка выполнена, необходимо сгладить камень, для этого применяется брусок. Затачивание фуговального ножа без этого этапа будет проблематичным.
Что же предпринять дальше? Надо выставить угол наклона. Специальный винт позволит правильно укрепить полотно относительно положения заточного камня. При помощи этого винта в дальнейшем можно выставлять любой угол наклона ножа. Далее берется держатель, который идет в комплекте со станком. В него устанавливается фуговальный нож. Специалисты советуют начинать заточку ножей, ширина которых не меньше 13 мм. Длина не является принципиальной, при необходимости в держателе нож можно переставлять в любое положение.
В держателе нож надо крепить надежно, в противном случае заточка будет выполнена с перекосом, а это ухудшит качество работы фуганка. Как правильно закрепить нож в держателе? Удерживая лезвие в нужном положении, следует закрутить прижимные винты до упора. Для контроля угла заточки необходимо использовать маркер, им отмечается затачиваемая фаска ножа. Именно при помощи такого простого метода можно легко проконтролировать качество и ход работы. Заточка получится правильной, если угол ножа будет касаться камня. Надо повращать камень вручную, чтобы определить, есть ли необходимость в дальнейшей регулировке.
Особенности конструкции
Рейсмусовые станки относятся к категории деревообрабатывающего оборудования, они стругают высушенные доски и бруски, делая их одинаковыми по толщине. В них можно выделить шесть основных элементов:
- ножевой вал;
- рабочий стол;
- станина (основание);
- струбцины;
- направляющие салазки;
- валики.
Главным рабочим органом выступает ножевой вал. На нем закрепляется несколько ножей, число которых зависит от назначения и типа агрегата. Например, у односторонних станков он только один, у двусторонних – два вала.
Рабочий стол — это горизонтальная поверхность, на которой формируется глубина реза. Она выполнена из древесины и тщательно отшлифована.
Основные элементы (валы и стол) крепятся на пустотелое чугунное основание, задача которого — придать рейсмусовому станку устойчивость. Опорный столик делают из широких металлических уголков (не менее 100х100 мм) длиной 1 м. Стол соединяют с чугунным основанием, фиксируют конструкцию струбцинами. Чтобы отрегулировать станок по высоте, необходимо ослабить затяжку струбцин и поднять/опустить основание по направляющим салазкам.
Валики — это элементы подающего механизма рейсмусового станка. Их две пары: одни расположены над траекторией движения заготовки и называются приводными (поскольку запускаются от двигателя), другие расположены под ними параллельно и называются подающими.









Это интересно: Выпрессовка и запрессовка сайлентблоков своими руками
Основание
При изготовлении заточного станка на дому можно использовать различные детали. В частности, можно воспользоваться ламинированной ящичной фанеркой толщиной 12 мм, которую раньше применяли при создании корпусов радиотехники.
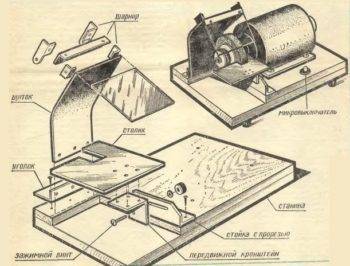
При сооружении на дому станка домочадец выполняет такие действия:
Выбирает основу для подобной установки, которое должно весить как минимум 5 кг. В противном случае на станке нельзя будет заточить рубящие приспособления и инструменты. Поэтому при изготовлении подобного оборудования квартирант использует различные стальные уголки размером 20х20 мм;
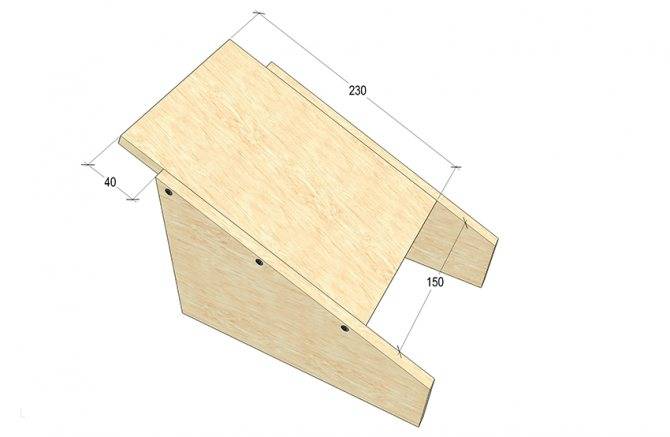
Далее, из фанеры выпиливает лобзиком 2 детали, которые имеют трапециевидную форму, основу — 170 на 60 мм, а высоту 230 мм. При резке слесарь делает припуск 0,7 мм на заточку торцов: они в итоге получаются прямыми и подходят по разметке;

Устанавливает между наклонными стенками по бокам 3 деталь — наклонную поверхность из фанеры таких размеров 230 х 150 мм.
В подобной ситуации трапециевидные бока находятся сбоку на прямоугольной поверхности.
В итоге получается основа — клин. В подобной ситуации в передней части образуется выступ наклонной поверхности размером в 40 мм;
Затем по боковым стеночным торцам слесарь отмечает рейсмусом 2 черты. При этом он отступает на половину толщины фанерки;
Далее, просверливает в досках по 3 отверстия для соединения частей конструкции шурупами;
Просверливает торцы наклонной поверхности и на какое-то время соединяет детали основы;
Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; — делает в брусочке 10 мм щель.
В подобной ситуации он отступает 50 мм от центра — на 25 мм от края. Для сохранения вертикального положения, сначала сверлится не толстым сверлом с 2 краёв, а потом расширяется;
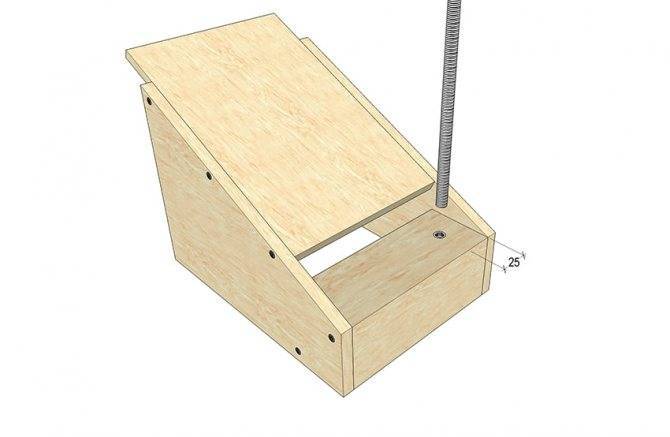
Затем на верху и снизу вкручивается в щель два резьбовых фитинга—футорки, а в фитингах — шпильку размером 10 мм, длина которой равна 250 мм.
При несовпадении резьб со шпильками регулируется нижняя футорка.
То, что нужно знать о заточке ножей фуганка
Опубликовано: 23.11.2015
Фуганок и фуговальный станок издавна были одними из самых популярных столярных инструментов, не потеряли они свою актуальность и сегодня. Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Чтобы осуществить заточку ножа строгательного и фуговального типа лучше пользоваться специализированными устройствами. Осуществляют процедуру также вручную, к тому же приспособление для заточки ножей фуганка можно собрать самостоятельно. При работе нужно соблюдать ряд правил, можно использовать несколько технологий. Независимо от того, каким вариантом заточки вы будете пользоваться, нужно максимально точно придерживаться инструкции. Иначе можно добиться некачественной работы инструмента, функциями которого столяр не сможет воспользоваться на 100%. Если вы задумываетесь о том, как заточить ножи фуганка дома, то используйте обычные точильные камни, хотя идеальным вариантом будет выбор профессионального точильного станка с функцией охлаждения.
Подготовка к заточке ножей
Заточка ножей фуганка может быть произведена более качественно, если выбирать приспособление с низкими оборотами и высокого качества. Если вы хотите использовать точильный камень, то его нужно изначально выровнять. После правки устройства, камень нужно сгладить бруском.
Теперь выставьте подходящий угол наклона, это осуществляется вращением винта, крепящего полотно. Далее нужно использовать держатель, входящий в стандартную комплектацию станка, там закрепляется фуговальный нож. Работу нужно начинать с ножей не шире 13 мм. Длина не важна, поскольку в держателе инструмент фиксируется в удобном положении.
Для того чтобы хорошо зафиксировать нож, держите его в выбранном положении и плотно закручивайте винты.
Чтобы контролировать угол заточки ножей фуганка применяется маркер, которым отмечают фаску ножа. Понять точность регулировки, можно проворачивая камень вручную.
Заточка инструмента
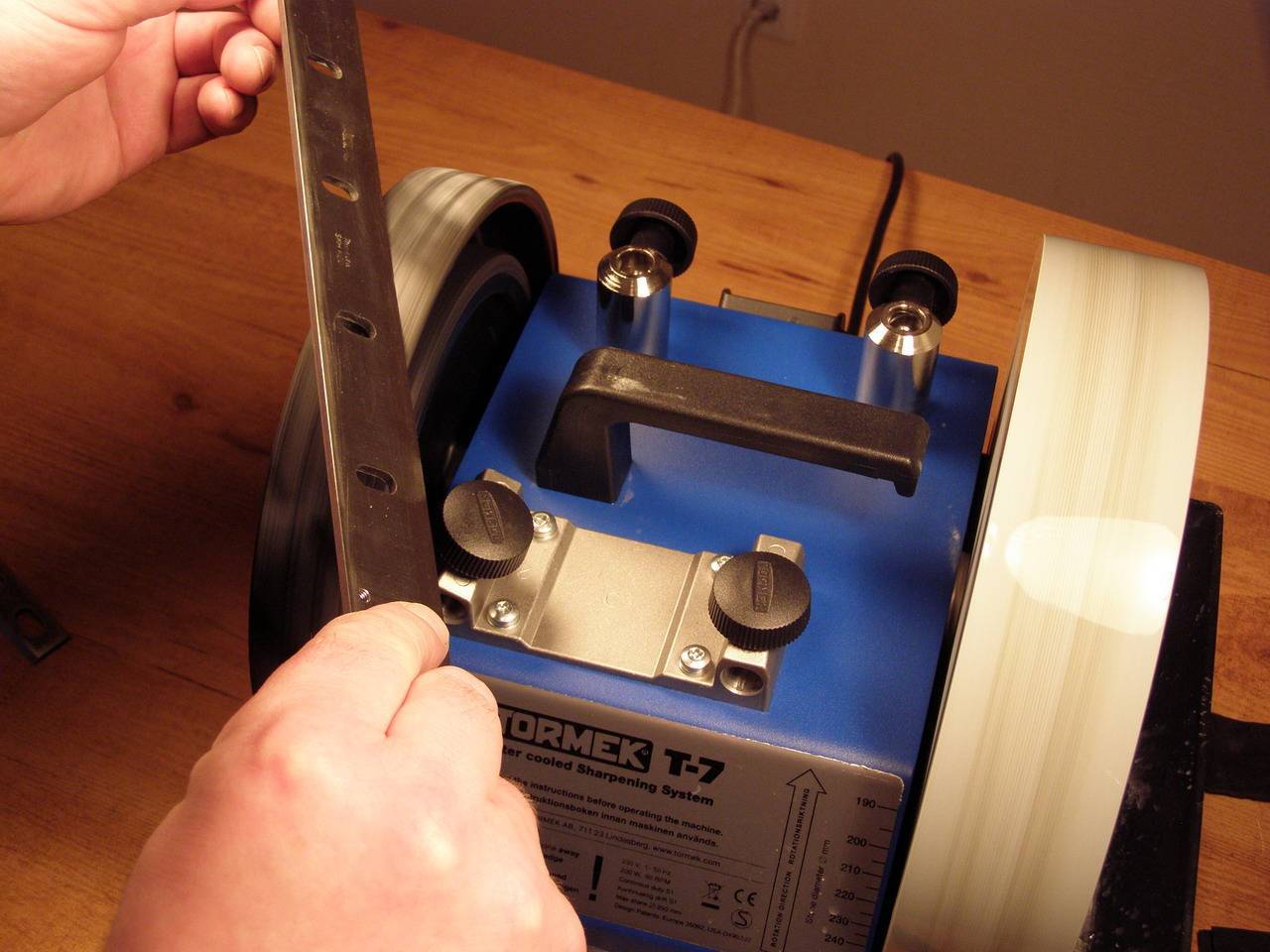
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.
Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента
Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Другие материалы по заточке инструмента: * Заточка ножовки по дереву. * Заточка стамески своими руками.
drevologia.ru
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.
В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. Конструкции станков также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
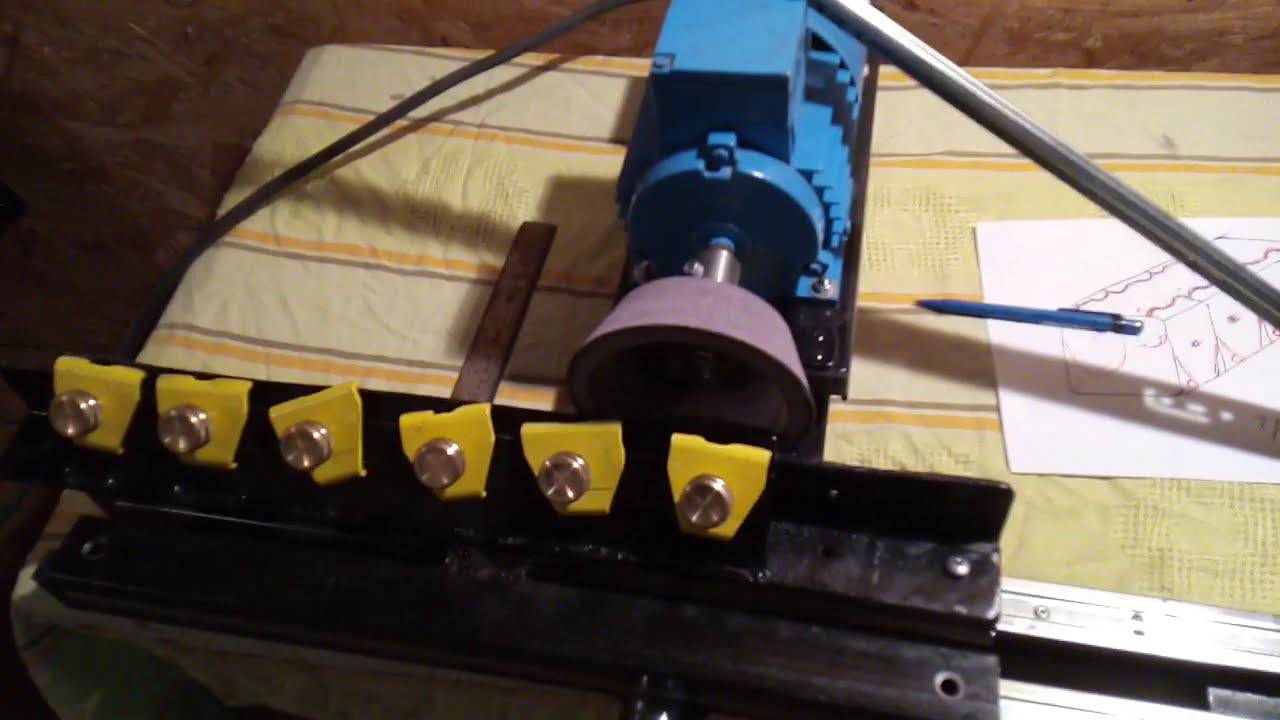







Как сделать станок своими руками?
Чтобы наточить фуговальный нож, необходимо использовать специальные точильные станки
Это особенно важно, когда фуговальное, строгальное и прочее деревообрабатывающее оборудование используется часто. Точильный станок имеет компактные размеры, его можно установить даже в гараже или небольшом сарае на дачном участке
Перед началом сборки необходимо приготовить соответствующие инструменты, которые будут использоваться во время сборки точильного станка:
- стол, на котором будет проводиться работа;
- планшайба;
- пылесос;
- двигатель;
- кожух для станка.
Начинать сборку станка надо с поиска подходящей планшайбы. Она является одной из важнейших деталей для точильного станка. Все фуговальные ножи довольно узкие, поэтому точить их можно только при помощи планшайбы подходящего типа. Тогда работа по заточке будет качественной, безопасной, быстрой. Планшайба занимает основную часть стоимости всего оборудования. Сделать точильный станок самостоятельно выгоднее, дорогих деталей для него не потребуется. Изготовление вполне будет оправдано, если придется часто проводить деревообработку.
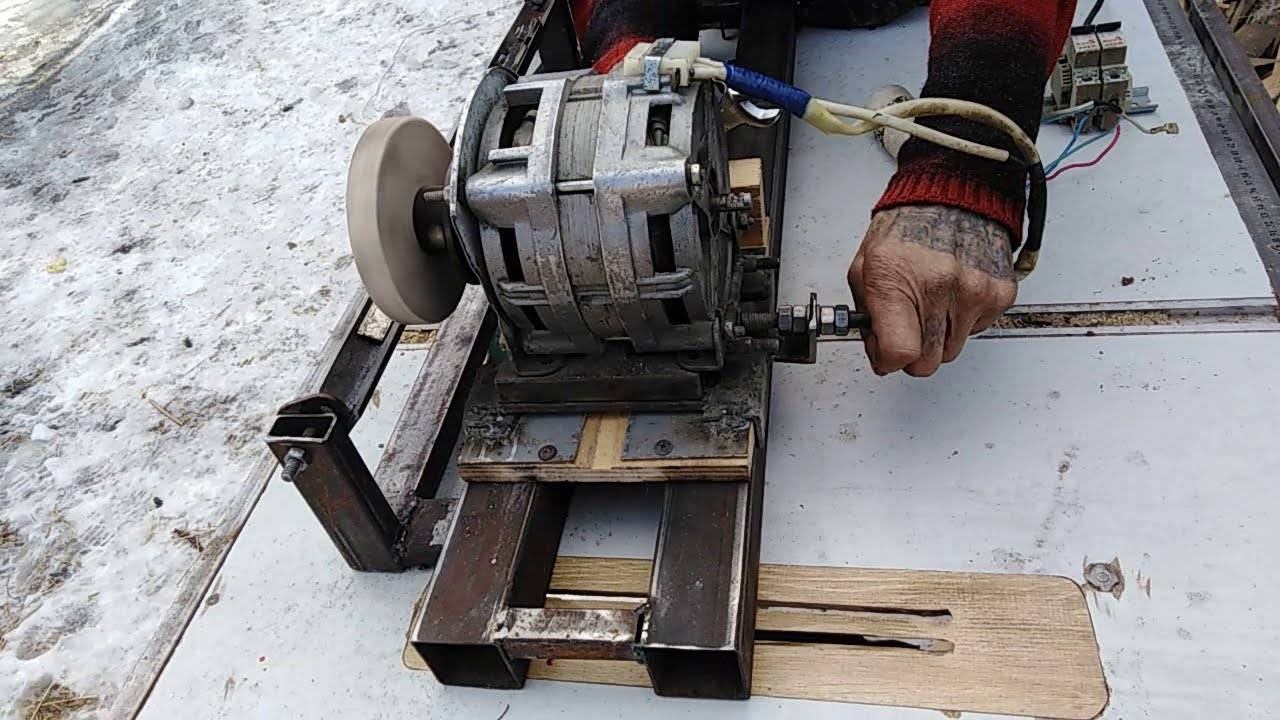
Планшайбы надо покупать новые, рекомендуется брать элементы американского либо немецкого производства. У них самое высокое качество, а стоимость колеблется на уровне 25 000 руб. Далее необходимо подобрать двигатель для будущего точильного станка, лучше всего брать мотор на 1-1,5 кВт, можно использовать даже подержанный элемент. Для станка отлично подходят моторы от старых стиральных машин, но предварительно надо убедиться в работоспособности двигателя.
Необходимо обязательно предусмотреть наличие кнопки для включения/выключения станка. Располагаться она должна в зоне доступности руки. Планшайба сверху накрывается кожухом, который изготавливается в виде квадрата. Один угол кожуха надо срезать, так как с этой стороны будет производиться заточка фуговальных ножей своими руками. В нижней части столешницы делается отверстие, оно будет предназначено для трубы пылесоса, при помощи которого будут удаляться все загрязнения, возникающие во время заточки. Кроме заточки фуговальных ножей, подобный станок можно использовать для других работ, например, для обработки лезвий топора, пил и прочих инструментов, используемых на дачном участке.
Заточка фуговальных ножей может производиться различными методами. Для этого подходят специальные точильные камни. Однако компактный точильный станок можно собрать и самому. Он будет использоваться для заточки разнообразных инструментов, включая пилы и топоры.
Фуганок и фуговальный станок издавна были одними из самых популярных столярных инструментов, не потеряли они свою актуальность и сегодня. Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Чтобы осуществить заточку ножа строгательного и фуговального типа лучше пользоваться специализированными устройствами. Осуществляют процедуру также вручную, к тому же приспособление для заточки ножей фуганка можно собрать самостоятельно. При работе нужно соблюдать ряд правил, можно использовать несколько технологий. Независимо от того, каким вариантом заточки вы будете пользоваться, нужно максимально точно придерживаться инструкции. Иначе можно добиться некачественной работы инструмента, функциями которого не сможет воспользоваться на 100%. Если вы задумываетесь о том, как заточить ножи фуганка дома, то используйте обычные точильные камни, хотя идеальным вариантом будет выбор профессионального точильного станка с функцией охлаждения.
Фуганок или рубанок
Довольно распространенным вопросом можно назвать то, в чем заключается отличие рубанка от фуганка. Оба варианта позволяют проводить снятие материала с поверхности. Разница заключается в следующем:
- Рубанок предназначается для первичной работы. С поверхности, как правило, снимается такой слой материала, на которое настроено оборудование. Строгание проводится для снятия сучков и бугров. Конструкция представлена сочетанием ножа и колодки, в некоторых случаях устанавливается два режущих элементов.
- Фуганок считается разновидностью первого инструмента, является длинной версией корпуса, за счет чего устройство прижимается с большим усилием к обрабатываемой поверхности. В этом случае также устанавливается 2 лезвия, которые обеспечивают чистовую фуганку.

Оба варианта встречаются в стандартном наборе профессионала, который проводит обработку дерева.
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.
В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. Конструкции станков также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
Изготовление самодельного станка
Самостоятельно сделать станок для заточки ножей вполне можно в домашних условиях. Основным требованием, при создании самодельного станка для заточки, является жесткое закрепление затачиваемого лезвия и абразивного элемента. Благодаря этому достигается главное требование ко всей процедуре: создание и сохранение угла заточки.
Элементарное вертикальное устройство
Устройство предназначено для быстрой ручной заточки ножей своими руками и представляет собой деревянную конструкцию, собранную в виде уголка. Точный сборочный чертеж здесь приводиться не будет, так как размеры зависят от размера применяемого точильного камня. Нужно подготовить:
- 4 бруска или дощечки шириной 5-7 см и толщиной 2-3 см. Длина дощечки определяется длиной камня;
- 4 болта М4-М6 с гайкой-«барашком». Длина болтов определяется по формуле: (толщина дощечки) х 2 + толщина точильного оселка + 1 см;
- 4 самореза «по дереву». Длина подбирается из расчета: толщина дощечки минус 0,2 см;
- Транспортир или другой углоизмерительный инструмент;
- Дрель со сверлом, размер которого равен размеру болта, или больше его на одну единицу размерного ряда;
- Ножовка по дереву;
- Стамеска или долото (можно мощный нож);
- Карандаш или маркер.
Изготовление приспособления заключается в сборке двух уголков из имеющихся дощечек. На одной из них, на расстоянии, равном ее ширине делается пропил ножовкой до середины. Затем, с торца доски, отпиленная часть скалывается прочным ножом или стамеской. Аналогичный скол делается на второй дощечке. Это делается для того, чтобы при соединении дощечек в уголок, у обеих сторон была общая плоскость. Затем дощечки, сколотыми частями соединяются в уголок. Так же собирается вторая половина устройства. Далее, в верхней и нижней частях приспособления просверливаются отверстия под соединительные болты. Отверстия размечаются с противоположных от места соединения торцов по 3-4 шт. на каждой дощечке. Отверстия размечаются так, чтобы от края доски до наружного болта было не менее 3 см, а расстояние между ним и другими отверстиями позволяло надежно зажать край точильного камня.
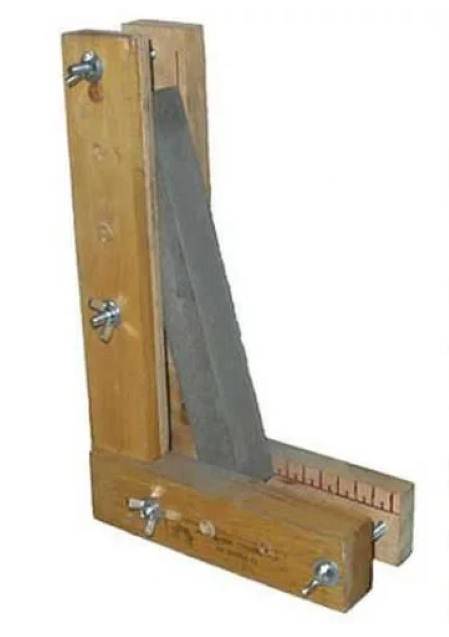
На внутренней или внешней стороне одной из дощечек наносится метка, соответствующая каждому из будущих углов заточки.
Преимуществом такого устройства является его простота, легкость сборки и дешевизна. Недостаток заключается в отсутствии жесткого закрепления затачиваемого лезвия.
Точилка из монтажных уголков
Предлагаемое устройство является более развитым по сравнению с предыдущим. В нем жестко закрепляется затачиваемое лезвие и фиксируется угол наклона наждака по отношению к лезвию. Еще одно отличие состоит в том, что в этом устройстве подвижной частью является камень, а не лезвие.
Устройство закрепляется непосредственно на лезвии ножа, в его верхней части. Приспособление состоит из двух, соединенных между собой, металлических уголков и подвижной части, опирающейся на одну из полок.
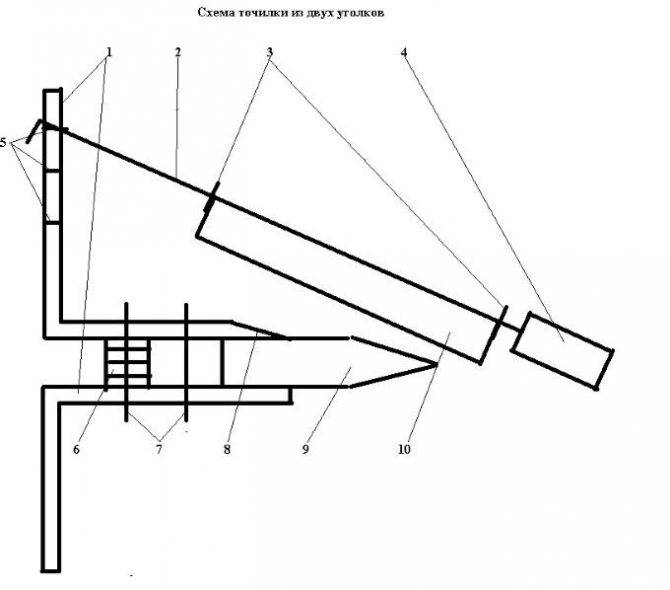
На представленной рисунке схематично обозначены:
- Основа конструкции – 2 уголка.
- Подвижный пруток или спица с нарезанной резьбой.
- Зажимные гайки с шайбами для закрепления наждака на прутке.
- Рукоятка.
- Отверстия для регулировки угла заточки и опирания подвижной части.
- Набор регулировочных шайб.
- Стяжные болты с гайками.
- Стачиваемый край верхнего уголка.
- Затачиваемое лезвие или нож.
- Точильный камень (брусок).
Изготовление устройства начинается с подбора уголков основы. В вертикальной полке верхнего уголка просверливаются 3-4 отверстия размером, большим, чем размер прутка на 3 ступени. Например, для прутка диаметром 6 мм, необходимы отверстия на 9 мм. Наружный край верхней плоскости верхнего уголка стачивается «до низа» на расстоянии 10-12 см от торца, чтобы за него не задевал наждак при заточке. В горизонтальных полках обоих уголках соосно просверливают два отверстия под стяжные болты. Эти отверстия сверлят по принципу: первое – в месте окончания стачиваемой части верхнего уголка, второе – в 10-12 см от первого. Толщина набора регулировочных шайб должна быть равна толщине обрабатываемого лезвия. Диаметр зажимных шайб, расположенных на подвижном прутке должен быть равен толщине точильного бруска, умноженной на 2. В качестве рукоятки можно использовать отрезок ПВХ-трубки подходящего диаметра или намотать несколько слоев изоленты. Чтобы подвижная часть не соскакивала с лезвия, пруток, с наружной стороны верхней полки, необходимо согнуть в виде буквы «Г», либо закрепить законтренной гайкой при наличии резьбы.
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин -1 , ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Как выровнять покоробленную доску? Фугование рейсмусом

Сразу отметим, рейсмус способен справиться далеко не со всеми видами коробления. Исправление крыловатости и других видов сложной деформации — это компетенция фуганка. Но когда речь идет о простом продольном или поперечном короблении, проблему можно решить и обычным портативным рейсмусом.
Мы уже рассказывали почему рейсмус не может исправить деформации. Когда в станок подается кривая доска, она с большим усилием прижимается вальцами и временно выравнивается, но на выходе принимает исходную форму. Таким образом, пройдя через рейсмус, заготовка становится тоньше, но сохраняет кривизну.








Чтобы не дать вальцам выпрямить доску, нужно заполнить зазор между покоробленной доской и столом рейсмуса. Для этого удобно использовать приклеенную полоску шпона; если нужно исправить сильное коробление — лучше подложить ламель из фанеры нужной толщины. В несколько проходов через рейсмус покоробленная доска приобретает идеально ровную пласть, по отношению к которой уже без подкладки выравнивается обратная сторона.
Лучшие модели
Большинство многофункциональных станков изготовлено по единой схеме. Они мало отличаются с точки зрения общего строения, типа привода и прочих деталей. Однако, все они обладают собственными особенностями, прочностью и точностью настройки каждого узла.
Среди образцов продукции разных производителей немало станков, которые выделяются своими рабочими качествами. Рассмотрим их подробнее:
КОРВЕТ 231-31
Комбинированный строгальный станок, обладающий функциями:
- строгание;
- рейсмусование;
- сверление;
- пиление.
На ножевом валу имеется 4 режущих кромки, что позволяет получить чистую поверхность. Скорость вращения вала — 4000 об/мин. Ширина строгания (максимальная) составляет 310 мм, а высота рейсмусования — до 220 мм. Стоимость — 143500 руб.
PROMA ML353G
Продукция чешских инженеров, произведенная в Китае. Модель ML353G относится к профессиональным образцам.
В набор функций входят:
- строгание;
- рейсмусование;
- пиление;
- пазование;
- фрезерование;
- сверление.
Мощность трехфазного двигателя — 4,5 кВт. Ножевой вал оснащен тремя режущими кромками, что облегчает установку и настройку. Ширина строгания — 600 мм, что позволяет обрабатывать мебельные щиты. Цена станка составляет 336753 руб., что доступно не всем желающим. Однако, набор функций и точность обработки достойны такой стоимости.
BELMASH SDM-2500PRO
Компактный станок, удобный для установки в гараже или небольшой мастерской.
В набор функций входят:
- пиление в продольном и поперечном направлении, под углом;
- строгание пласти и кромок, под любым углом;
- фрезерование торцевыми и дисковыми фрезами;
- сверление.
Мощность двигателя 2,5 кВт, а скорость вращения рабочего вала — 2850 об/мин. На шпинделе фрезерного отделения частота 7700 об/мин. Строгальный вал оснащен тремя ножами. Ширина строгания — 28 см (максимум). Цена станка — 54000 руб.
STINKO WOODKRAFT ST-2200
Настольный станок, способный выполнять несколько задач:
- строгание пластей или кромок;
- пиление в продольном или поперечном направлении (под углом);
- сверление.
Двигатель мощностью 2,2 кВт вращает рабочий вал со скоростью 5500 об/мин. Ножевой вал оснащен тремя ножами. Максимальный диаметр сверла — 16 мм. Цена станка — 27000 руб.
Кратон WM-Multi-06P
Станок российского производства, способный выполнять разные операции:
- пиление в разных направлениях;
- строгание пласти или с выборкой четверти;
- рейсмусование;
- фрезерование;
- сверление.
Однофазный двигатель мощностью 2,2 кВт вращается со скоростью 3500 об/мин. Станок может пилить доски толщиной до 60 мм. Глубина рейсмусования может достигать 270 мм. Стоимость станка — 73000 руб.
Hammer MFS900
Компактный станок в настольном исполнении.
Выполняет функции:
- пиление;
- фрезерование;
- полирование;
- заточка режущего инструмента.
Мощность двигателя составляет 0,9 кВт. Скорость вращения рабочего вала — 8500 об/мин. Посадочный диаметр фрез — 20 мм. Допускается пиление досок толщиной до 43 мм. Цена — 12000 руб.
Metabo HC 260 C
Комбинированный станок японского производства, способный выполнять функции:
- строгание;
- рейсмусование;
- сверление.
Мощность двигателя — 2,8 кВт. Частота вращения ножевого вала с двумя режущими кромками — 6500 об/мин. Максимальная толщина стружки — 3 мм. Цена — 79000 руб.
Намеренно приведены модели с разным функционалом, характеристиками и стоимостью. Каждый мастер может подобрать себе нужный вариант, руководствуясь собственными соображениями и возможностями.





