
Магнитный уголок для сварки — преимущество, выбор, типы

Сварка металлических конструкций становится проще и точнее. Используя магнитный угольник для сварки, мастер обеспечивает точность стыковки двух изделий, а соответственно и точность сборки всей конструкции. Поэтому специалисты сами используют этот инструмент, выполняя сварочные работы, и советуют приобрести его начинающим сварщикам.
Преимущества работ с магнитным угольником
Магнитный уголок для сварки используется и для разовых сварочных операций, и для поточных работ. Вот преимущества его использования:
- С помощью угольника производится крепление двух стыкующихся элементов, что освобождает сварщика от поддержки одного из них. А это свобода действия, плюс удобство выполняемых операций.
- С помощью магнитного угольника фиксация двух деталей производится четко, соответственно сварочный шов будет аккуратно проварен, что в конечном итоге повысит его качественные показатели. Поэтому, проводя сварку металлических конструкций повышенной точности, магнит для сварки – это уже не совет или рекомендация, это необходимость.
- Минимизация трудозатрат, особенно это касается работ, связанных с изготовлением сложных конструкций. Нет необходимости использовать труд двух работников: сварщика и помощника. Сам сварщик все сделает как надо. Особенно это заметно, когда производится большой объем сварочных работ.
- С помощью магнита производится фиксация деталей, расположенные в разных плоскостях.
- Кроме сварки магнитный угольник может быть использован при разметке, резке стальных элементов, прочно удерживая их по месту установки.
Как выбрать магнитный уголок
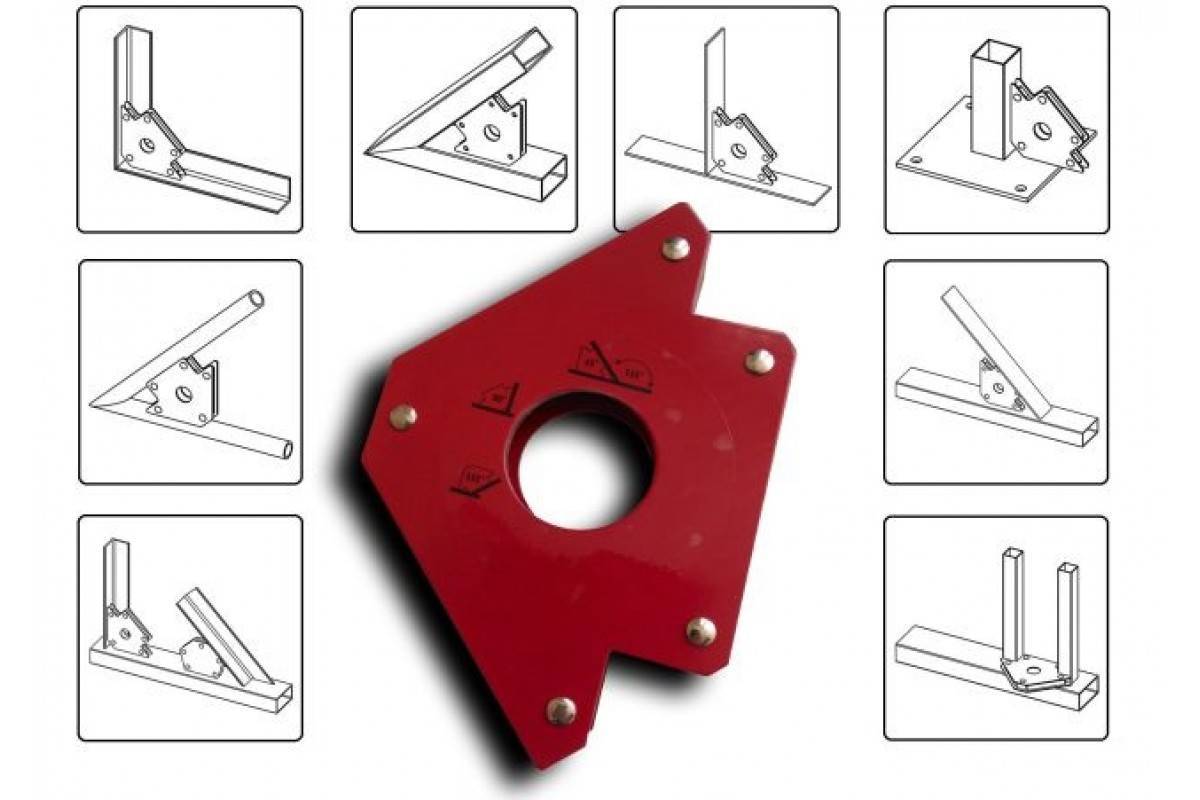
Магнит для сварки представлен на рынке несколькими конфигурациями, в основу которых входят углы установки двух свариваемых элементов. Компании, производящие это приспособление, предлагают конфигурации со стандартными углами: 45-60-90-135°. Чаще всего в каждой модели есть несколько посадочных углов для многофункционального использования магнита. Но есть и стандартные модели с определенными позициями: только соединяющие детали под углом 90° или 30° и так далее.
Производители предлагают и универсальные модели, углы которых можно менять под необходимые параметры. Их чаще всего используют для проведения сварочных работ, связанных со сборкой сложных конструкций, где кроме плоских элементов применяются и скругленные цилиндрические.
По типу магнитные уголки делятся на:
- отключаемые;
- с постоянным магнитом.
Первый вариант – это магниты, которые в своей конструкции имеют рычажки с отключением магнитного поля. То есть, при выключенной позиции приспособление не прилипает к металлу. Во второй, наоборот, крепко прикрепляется к нему. Это очень удобная функция, которая позволяет легко проводить корректировку установки деталей относительно друг друга.
Плоскости магнита для сварочных работ работают по отдельности. То есть, можно выключать отдельно одну или другую плоскость (грань). Если закрепили металлическую заготовку к одной из плоскостей, то вторую можно корректировать по месту установки при выключенной второй плоскости. Как только точное монтажное место выбрано, можно включать вторую магнитную грань, прочно закрепив вторую заготовку.
Внимание! Этот вид сварочных магнитов может выдерживать вес детали до 35 кг в подвешенном положении. Есть мнение, и это подтверждают физики, что магнитное поле будет влиять на процесс сварки
Все зависит от силы поля. Чем она больше, тем ниже качество сварочного шва. Но в магнитных угольниках установлены не такие сильные магниты, чтобы говорить о снижении качества
Есть мнение, и это подтверждают физики, что магнитное поле будет влиять на процесс сварки. Все зависит от силы поля. Чем она больше, тем ниже качество сварочного шва. Но в магнитных угольниках установлены не такие сильные магниты, чтобы говорить о снижении качества.
Как улучшить клемму массы?
С этой проблемой сталкиваются, как правило, начинающие сварщики. Приобретается бюджетный инвертор ручной дуговой сварки для сварки дома: для забора, ворот, навеса и т.д. Такой инвертор, стоимостью 6-10 тыс. рублей и выше комплектуется прищепкой «Крокодил». Помимо прочих отрицательных сторон такой прищепки, о которых уже говорилось выше, она, вероятнее всего, имеет стальные губки, покрытые тонким слоем гальванической меди (чтобы создавалось впечатление, что они медные). Проверить медь это или сталь очень просто, нужно поднести магнит. Если магнитится – значит сталь. Обычно еще не магнитится пищевая нержавейка в ненагартованном состоянии, но это уже совершенно другая история (читайте статью «Как определить, какой металл»).
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Что нужно сделать? Нужно открутить родные губки, которые держатся на болтах, и по ним, как по шаблону, сделать другие губки. Достаточно, чтобы они в сечении представляли собой русскую букву «П». Без особых усилий вы получите хороший контакт на некачественной прищепке!
Как сделать магнитный угольник
Цены на магнитные приспособления для сварки могут колебаться от 20 долларов за простые устройства, универсальные обойдутся дороже. А самые дорогие — это отключаемые. Но их можно сделать самостоятельно.
Постоянный магнитный угольник можно изготовить таким образом:
- Из подходящего листа стали нужно вырезать пластины, например, треугольной формы. Главное при этом правильно замерить и разметить углы треугольника. Все торцы нужно тщательно зачистить напильником.
- Магнит можно использовать из любых непригодных аудиоколонок.
Соответственно, пластины из металла вырезаются по размеру имеющегося магнита.
- После всю конструкцию собирают в одно целое. Магнит располагается между пластинами. Для сборки сверлят три отверстия, под прижимные болты.
- Чтобы магнит внутри устройства не загрязнялся стружкой и обрезками, можно сделать торцевые заглушки. Или же просто периодически очищать поверхность, разобрав приспособление.
Форма самодельного держателя может быть разнообразной, главное — это точно выдержать все углы. Такой способ обеспечивает надежное крепление свариваемых деталей.
Магнитные держатели будут надежно фиксировать детали, а их установка и демонтаж просты, при этом занимают минимум рабочего времени.
Очень универсальны в применении отключаемые магниты, их механизм позволяет контролировать и регулировать смещения деталей.
Если у Вас есть опыт использования магнитных держателей и других приспособлений, поделитесь им в блоке комментариев к этой статье. Насколько эффективными будут сварочные магниты в домашней мастерской, и какие устройства лучше приобрести. Также важен ваш опыт в изготовлении таких креплений своими руками, как сделать и насколько трудны в изготовлении универсальные и отключаемые магнитные приспособления.
Комфорт и удобство в любой работе еще никому не мешали. Это касается и сварки. Среди сварочных инструментов есть основные, а есть вспомогательные. К ним относится самая мелкая по размерам вспомогательная деталь – чудесный магнитный уголок, если правильнее – магнитный угольник для сварки.
Такие уголки чрезвычайно полезны как для кустарных мастеров, так и для профессионалов, работающих на поток. Мелкие по размерам, но не по функциям, эти специальные сварочные треугольники позволяют повысить качество изделий в целом и сварочных швов в частности.
Как сделать угольник для сварки?
Вот каким образом они это делают:
В то время, как металлические заготовки точно и надежно фиксированы, у вас больше свободы в действиях
Ваши руки и ваше внимание сконцентрированы только на сварочном шве. Отсюда повышение его качества.
Используя магнитный уголок , вы сможете подготовить и произвести все сварочные работы самостоятельно, без посторонней помощи
Вот вам экономия трудозатрат. И еще вы ни от кого не зависите.
Шов получится аккуратным и точным благодаря оптимальной и надежной установке заготовок с помощью уголков. Если ваша работа требует особой точности, то использование уголков становится не рекомендацией, а обязательным условием выполнения сварки.
Если у вас большой объем работы, без фиксирующих треугольников вам никуда не деться: они позволят вам сэкономить рабочее время в значительной степени.
Заготовки необычной или нестандартной формы легче всего варить с помощью уголка с магнитом для сварки.
С уголками можно варить не только на горизонтальных поверхностях, но и на вертикальных.
Эти угольники полезны не только в сварке и пайке, их способность прочно фиксировать детали пригодится при резке металлов.
Почему самое правильное название – угольники, а не треугольники? Потому что такие фиксаторы выпускаются в конфигурациях с несколькими углами, их форма напоминает больше неправильный многоугольник. Чаще всего используются углы в 45°, 60°, 90°, 135°.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
Зажим массы сварочный «крокодил»

Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»), который крепится непосредственно к детали.Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Важно! Следует отметить, что использование зажима-«прищепки» при сварке труб большого диаметра невозможно
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств:

- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.
Струбцина
Зажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.

Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Разновидности сварочных приспособлений
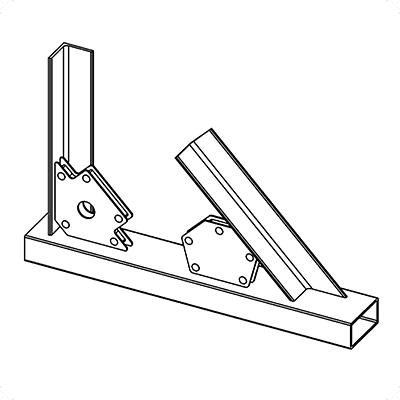
Зачем используются магнитные аксессуары в сварочных работах? Технология соединения деталей путем варки может потребовать от сварщика, например, размещения разных заготовок под углами от 30 до 90 градусов или же точной ориентации краев в одной плоскости. Особенно полезны такие магниты для сварки металлоконструкций из профильных труб. Добиться отменного качества можно только с использованием разного рода уголков и держателей.





Чаще всего в сварочной практике потребуются такие приспособления:
- Магнитные уголки (постоянные и отключаемые).
- Закрепляющие устройства (для фиксации в одном положении).
- Струбцины (используют для прижима деталей).
- Распорки (для создания зазоров).
Магнитные уголки
Главное преимущество такого приспособления в том, что они позволяют сократить время на подготовку деталей к свариванию. Магнитный уголок для сварки позволяет:
Способы применения
- Снизить трудоемкость процесса. Не нужно долго возиться с закреплением деталей.
- Возможность фиксировать части изделия практически под любым углом.
- Компактность приспособлений упрощает работу с ними.
- Автоматизировать процесс сварки. Отключаемые магниты позволяют быстро соединить и отсоединить крепеж.
Самые элементарные изделия имеют простые сварные соединения, но чаще они имеют сложные конфигурации и формы швов. Да и точность при такой работе никто не отменяет. Поэтому часто используют магнитные приспособления с различным функционалом: фиксированными и регулируемыми углами или же постоянные и отключаемые магнитные системы.
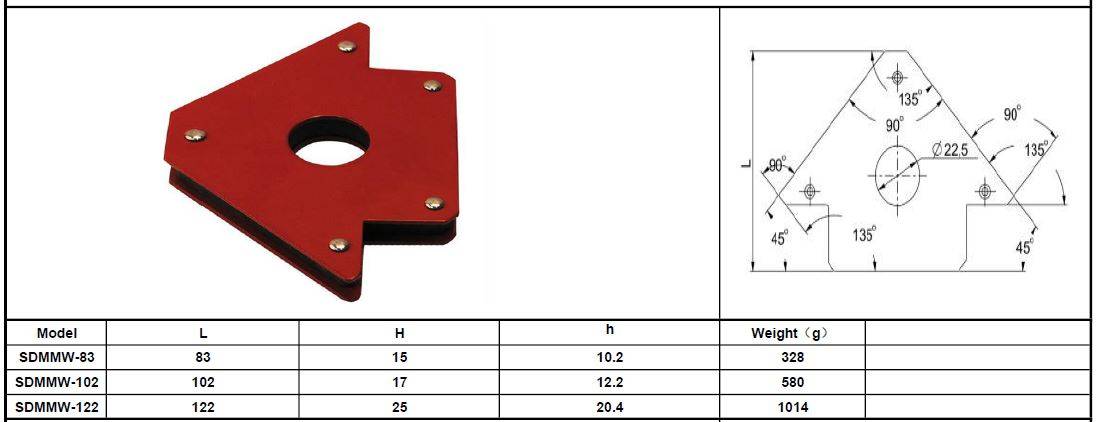
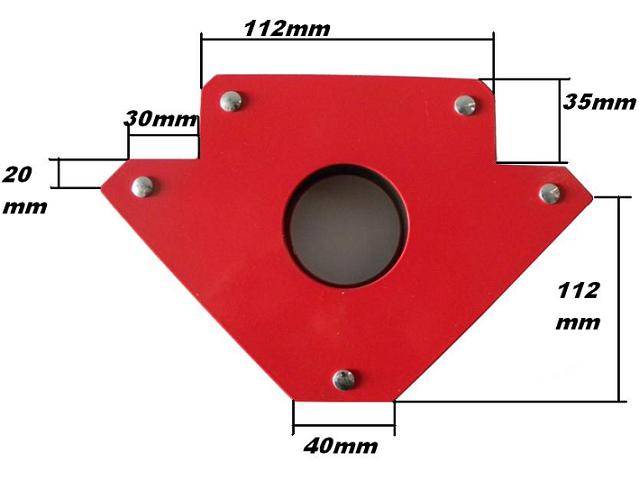
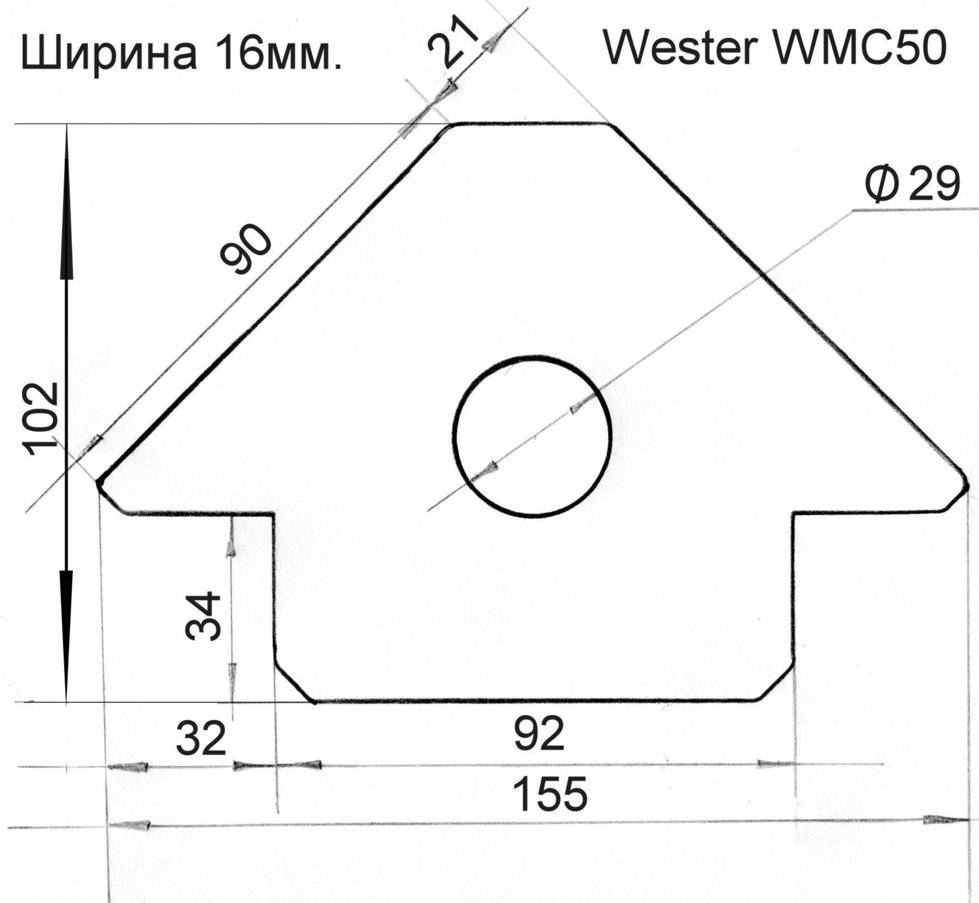
Конструкция постоянных магнитных уголков проста. Это две пластины из металла с расположенным между ними магнитом. Самая распространенная форма в виде домика с двускатной крышей, срезанным коньком и круглое отверстие посередине. Также есть и другие, для варки во всех трех координатах пространства, или попроще – четырехгранные или многогранники, а также цилиндры.
Отключаемые магниты
Магнитный держатель для сварки может быть как постоянным, так и отключаемым. Они позволяют закрепить детали включением.
Их преимущество в том, что отключаемый магнит для сварки можно снять одним поворотом выключателя, после фиксации деталей точками сварки. Также это упрощает чистку магнита от стружки и мелких обрезков (в отличие от постоянного магнита).
Также все магнитные угольники могут быть стандартными или универсальными. Если стандартные имеют точно фиксированные углы, то универсальные позволят сварить две детали под углом, например, в 32 градуса.
Струбцины
Это приспособление предназначено для стягивания двух частей между собой и временной их фиксации.
Самая распространенная форма это в виде перевернутой на бок буквы «п». Одна сторона служит постоянным фиксатором, а с другой имеется винтовой прижим с резьбой.
Размер деталей, которые можно зафиксировать струбцинами, ограничивается их параметрами.
Такие прижимные устройства будут полезны не только при сварочных, но и в других видах слесарных работ.
Использование простое — детали размещаются в струбцине и затягиваются винтом.
Распорки
Для создания зазоров между свариваемыми частями изделия можно сделать элементарную распорку с куска трубы или арматуры. Но, чтобы сократить время подготовки, можно воспользоваться фабричной продукцией.
Принцип работы таких приспособлений, как и струбцин, основан на винтовой резьбе. Только функционирующих, наоборот, на разжимание.
Это интересно: Угловая струбцина для сварки — как выбрать и использовать на практике?
Виды
По механизму работы магнитов сварщика, их можно разделить:
- неотключаемые;
- отключаемые.
Первые имеют простое устройство с постоянной притягивающей силой. В отключаемых приспособлениях сложная электрическая схема для возбуждения магнитного поля обмотками. Они в свою очередь смогут иметь регулируемую мощность.
По конструкции сварочные уголки магнитные делятся условно:
- магнитные угольники;
- струбцины;
- фиксатор.
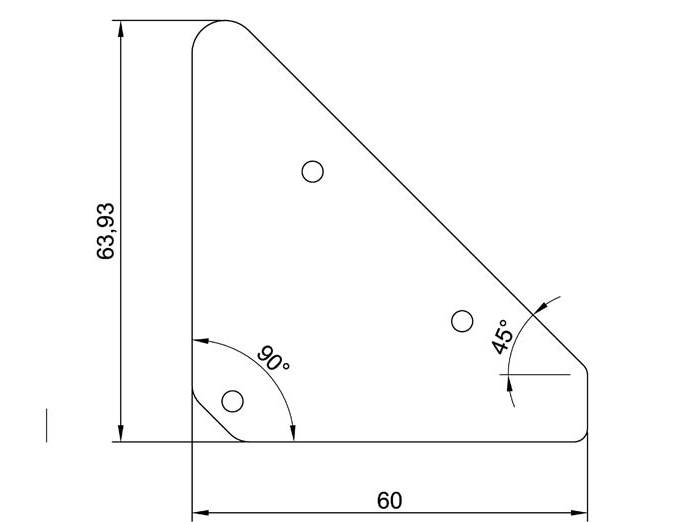
Магнитный угольник имеет самую простую конструкцию. Он симметричный, по форме равносторонний треугольник. С его помощью выставляется один угол, чаще всего 90⁰ и можно зафиксировать прокат под 45⁰. В магазине часто продаются наборы из 4 небольших уголков. Они подходят для создания дверей, ворот, других прямоугольных изделий.
Струбциной называют магнитное приспособление, позволяющее менять угол на любой, включая нестандартный. Конструкция не имеет выключателей. Точность настройки зависит от используемого инструмента.
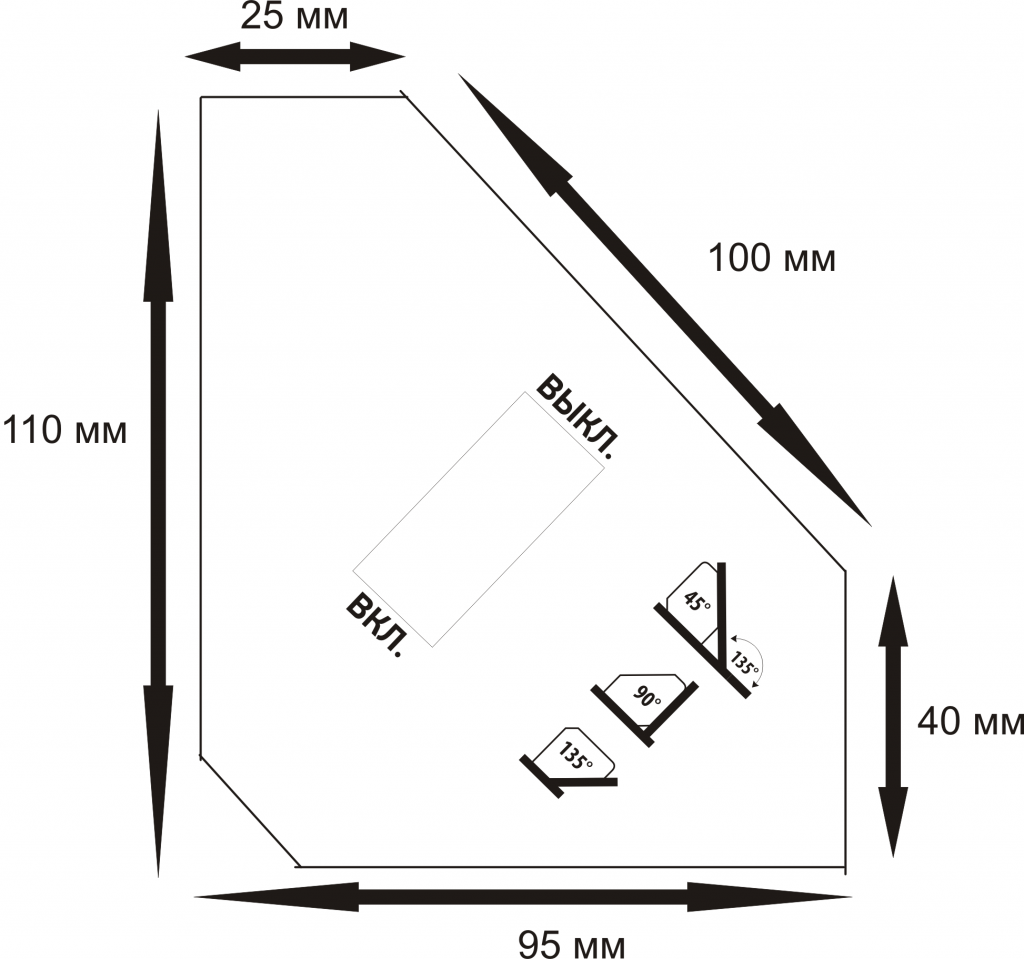
Фиксатором, или магнитным держателем для сварки можно соединять пространственные конструкции из нескольких деталей под разными углами. Держатель обычно имеет стандартные 90⁰, 45⁰ и несколько углов с разным значением. Все они написаны краской на лицевой стороне инструмента. Каждое значение стоит напротив плоскости, образующей данный угол.
Приспособления прочно фиксируют детали усилием до 34 кг. В основном это профессиональный инструмент, которым пользуется специалист. Количество углов на приспособлении может достигать 5. Кроме стандартных имеются такие, как 30⁰, 15⁰, 35⁰, 60⁰ или 20⁰. Учитывая большое усилие притяжения, магнитные держатели выпускаются с выключателями.
На предприятиях с массовым производством изделий могут использовать вместо держателя уголки с нестандартными, постоянно используемыми углами.
Угловые постоянного действия
Простая конструкция с механическим магнитом постоянного действия. Он располагается между 2 металлическими стенками, и прикреплен к ним. Основные преимущества неотключаемых угольников магнитных в их простоте и низкой стоимости. Устройство легко сделать своими руками. В приспособлениях магнитных для сварки металлоконструкций используются неодимовые магниты. Они отличаются мощностью, хорошо удерживают деталь.
К недостаткам относят все ту же мощность. Магнит притягивает к себе металлический мусор, мелкий крепеж и другие предметы. Рука сварщика должна постоянно снимать с рабочих и боковых поверхностей прилипшие кусочки стали. Работать, не отвлекаясь можно, если очистить рабочее место от всех металлических предметов, застывших брызг и мусора.
Неотключаемые фиксаторы хорошо подойдут любителям мастерить в гараже. Деталей обрабатывается мало. Имеется время спокойно установить магнит и затем оторвать его.
Мощность на неотключаемых угольниках не изменяется.
Снять неотключаемый угольник удобнее, наклонив его в сторону от плоскости магнитов. Усилие притяжения ослабнет, и приспособление можно оторвать.
Отключаемые
Профессионалам, при большом объеме работы, удобно работать с отключаемыми магнитными струбцинами для сварки. Выключатель может располагаться на одной плоскости и обеих. Работать с двухсторонним устройством значительно удобнее. После отключения, усилие отрыва сводится к нулю. Фиксатор легко отделяется от деталей, которые он притягивал к себе.
При переключении происходит выход стержня из намотки, магнитные силы перестают действовать.
Отключаемые фиксаторы стоят намного дороже. Они предназначены для профессионального использования при изготовлении крупных партий конструкций.
Магнитный угольник для сварки своими руками
Если в силу каких-то причин представленный в магазинах ассортимент магнитных угольников, предназначенных для работы с трубами различного сечения, уголками, полосами, профильными деталями, элементами из листового, сплошного и прочего металла, не устраивает, то сделать такое приспособление несложно и своими руками. Такой простой в исполнении и недорогой инструмент верой и правдой послужит в бытовых сварочных и монтажных работах дома и в подсобном хозяйстве. Способов конструирования может быть несколько, наиболее распространённый и денежно не затратный выглядит следующим образом:
В качестве металлической основы из подходящей марки стали вручную, болгаркой или с помощью лазерной резки выпиливаются пластины с точными углами рабочих плоскостей. Обезопасить магнит от налипания металлических стружек, опилок и прочего, а также для дополнительной жёсткости конструкции используется проставка (например, из фанеры). Эта деталь по периметру будет чуть меньше (на 3-4 мм) пластин из п. 1, под магнит выполняется сквозное отверстие
Внутрь вкладывается магнит произвольной (чаще всего круглой) формы – важно лишь, чтобы он не выступал за контуры внешних пластин и имел центральное отверстие для возможности его жёсткой фиксации. Процесс сборки заключается в строго параллельном складывании всех деталей, для большей надёжности обработке их клеем и фиксации алюминиевыми заклёпками
При использовании как магазинных образцов, так и выполненных самостоятельно, следует помнить о рекомендуемых для магнитных приспособлений рабочих тепловых режимах: высокая температура и сильный нагрев магнитного фиксатора способны привести к утрате им магнитных свойств.
Лерка для нарезки резьбы. Раскрываем особенности работы
Якорь на перфоратор. Замена или ремонт?
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник – держатель
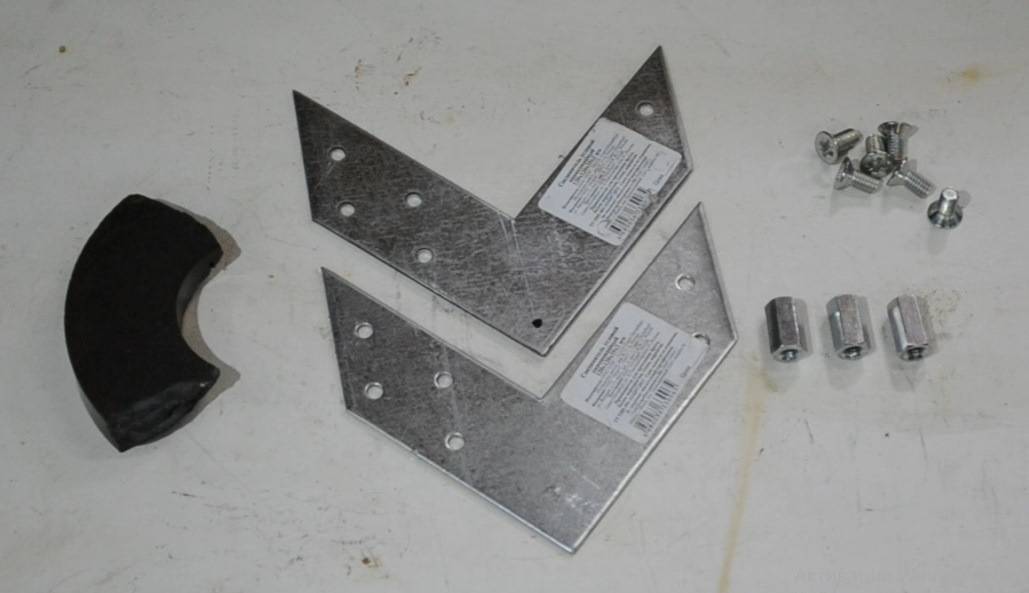
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто. Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
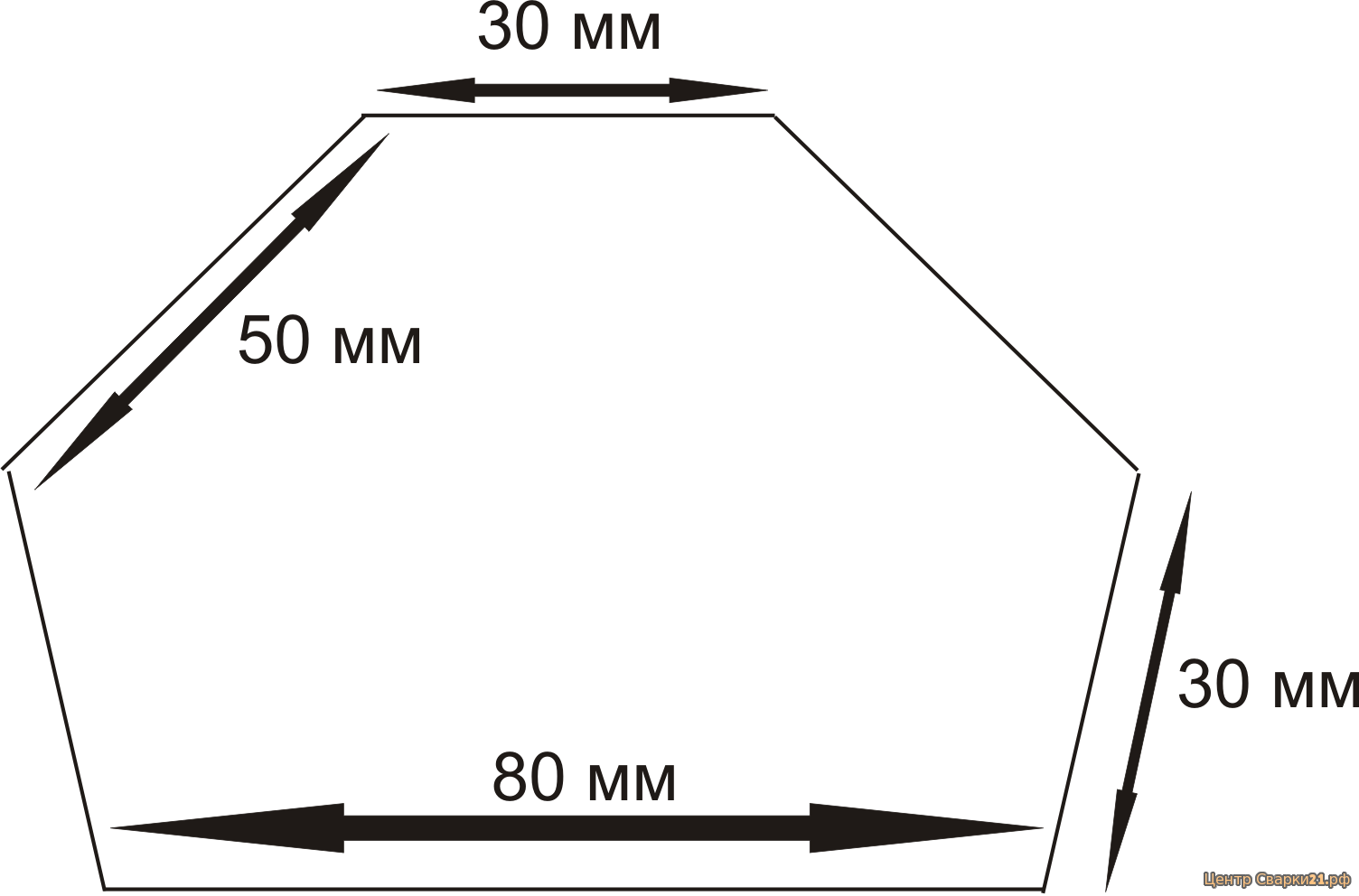
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
Важно! Углы должны быть максимально прямыми. 2
Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон
Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.






Важно! Углы обоих пластин должны совпадать. 3
Магнит фиксируется между заготовок, производится сборка
Магнит фиксируется между заготовок, производится сборка
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы – три, для трапеции – пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Важно! Следует выбирать немагнитные болты или гайки. Если таковых в распоряжении нет, то можно использовать алюминиевые или медные трубки в качестве торцевых заглушек. Это исключит возможность загрязнения магнита и его размагничивания
Это исключит возможность загрязнения магнита и его размагничивания
Это исключит возможность загрязнения магнита и его размагничивания.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
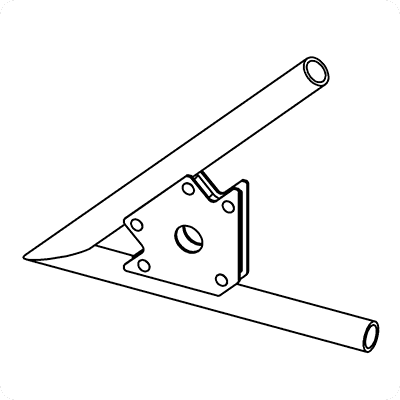
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной . Видео поможет наглядно изучить процесс.
Сварочное зеркало
Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Преимущества магнитов
Основными преимуществами магнитов по сравнению с винтовыми и клиновыми оснастками являются:
- Легкая и быстрая черновая сборка конструкции.
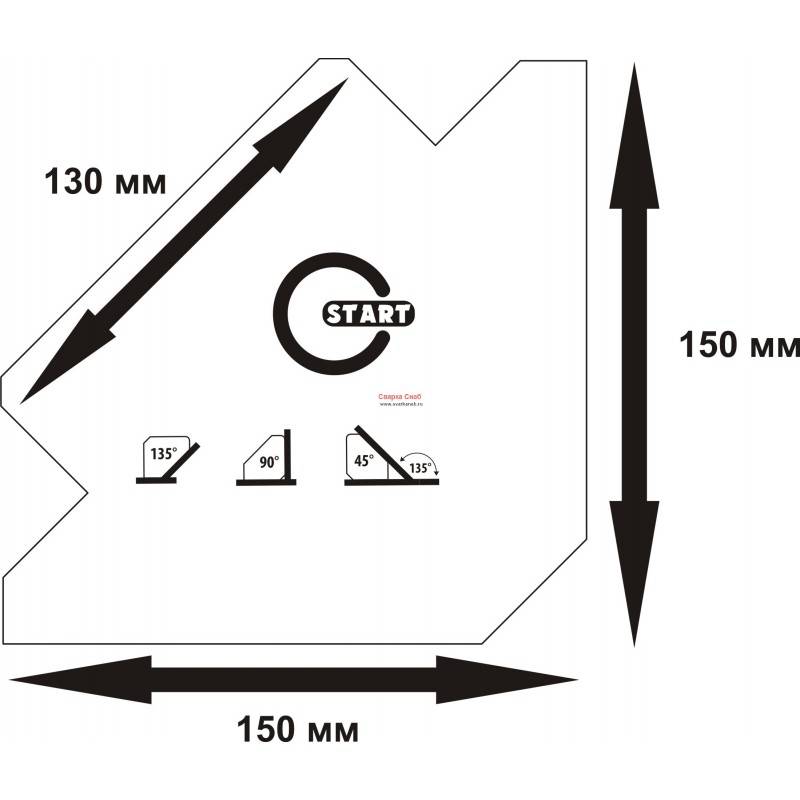
- Возможность фиксации деталей под наиболее употребительными углами в 45°, 90°, 135°. Продвинутые модели магнитных креплений для сварки позволят крепить заготовки и под углами 30°, 60°, 75°, а универсальные — под произвольным.
- Экономия времени на подготовительные операции в несколько раз.
- Крепления малогабаритны и не мешают сварке.
- Отключаемые сварочные магниты еже быстрее устанавливать или снимать.
- Легкость очистки от стружки, опилок и шлаков. ( особенно отключаемые).
Недостатком по сравнению с винтовыми и клиновыми креплениями является неприменимость с деревом, пластиком и другими немагнитными материалами.
Магнитный угольник сварщика
ОК
Доброго времени всем. Хочу вам рассказать как сделать простой угольник сварщика с углами 45 и 90 градусов.
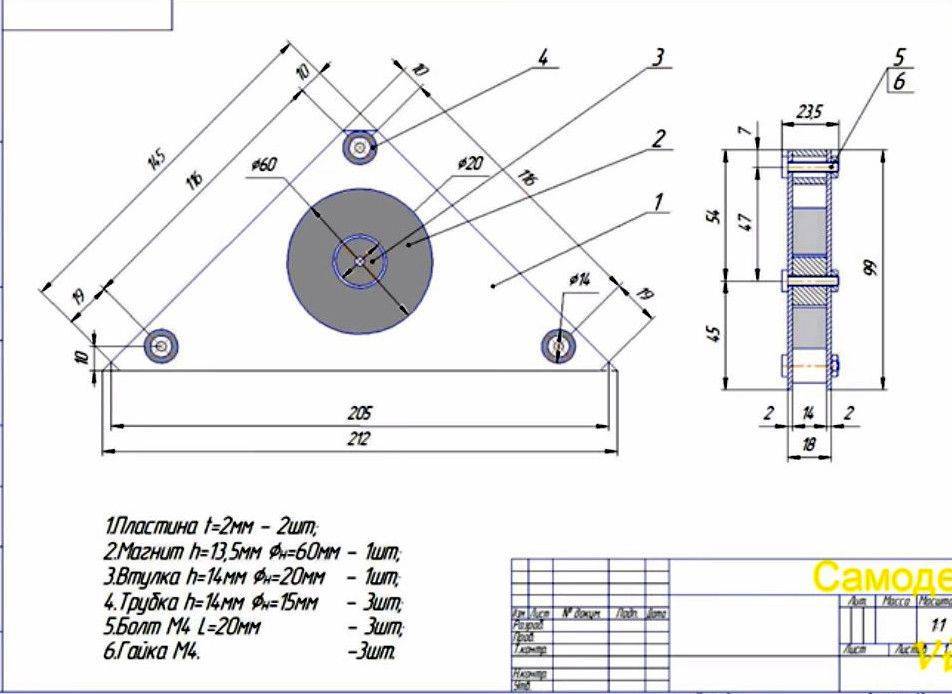
Для этого нам всего лишь потребуется: небольшой лист старого ненужного металла 2 мм, негожий динамик, точнее магнит от него диаметр 85 мм, ширина 15 мм, 4 болта 6 мм, длина 40 мм, гайки к болтам. Итак начнём, слесарным угольником проверяем, чтобы угол металлического листа был чётко 90 градусов. Если нет заводского угольника, тогда идём другим путём, кладем магнит, так чтобы он пристал к двум краям в заподлицо. К нижнему краю магнита кладем линейку ровно отмечаем, и отрезаем. Дальше зачищаем до белого металла. По готовому треугольнику делаем ещё один. Далее зажимаем в тиски заготовки и напильником обрабатываем до совершенства, обе заготовки должны быть одинакового размера.Когда заготовки готовы кладем между ними магнит и отмечаем места для отверстия сверлим две заготовки вместе.Дальше вставляем болты на один болт идёт три гайки, две в середину и одна сверху для прижима.По центру тоже сверлим отверстиеи скручиваем болтом, поправив магнит заподлицо со всех трёх сторон, чтобы он не смещался, но зажимаем без фанатизма, если пережать магнит может расколоться.Теперь обрезаем лишние болты, что торчат.Вот и всё угольник готов. Проверим его берём квадратный профиль и ставим на него угольник.Берём ещё один профиль и присоединяем к приспособлению и свариваем.Всё отлично, силы магнита на угольнике вполне хватает, чтобы при сварке его не повело, так как он тоже нагревается.Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
ОК
Оцени самоделку:
30 Чтобы написать комментарий необходимо войти на сайт через соц. сети (или зарегистрироваться): Обычная регистрация
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
usamodelkina.ru
Ход работ по изготовлению самодельного магнитного угольника

При помощи молотка и зубила я отделил «магнитную часть» динамика. (Она крепится на четырёх заклёпках).



После этого осталось извлечь магнит.
Далее я приступил к изготовлению пластин. Их я вырезал из старого оконного отлива. (Сам удивляюсь, но он был изготовлен из «чёрного» не оцинкованного железа, толщиной 1 мм!). Металл очень хорошо магнитился, что мне было необходимо в первую очередь.
При помощи слесарного угольника, приложив его и полученный магнит к заготовке, я определил размеры моего будущего изделия, начертил его и вырезал болгаркой:
Далее я разметил и вырезал углы. Углы вырезать необходимо по нескольким причинам:
Во-первых, при резке профильной трубы (а особенно, толстым кругом на отрезном станке, на краю остаются заусенцы. При сварке они легко расплавятся и не помешают. А вот угольник в них упрётся. Поэтому, после того, как трубы будут отрезаны по размеру, придётся зачищать эти заусенцы.



Во-вторых, если не будет в углу большого зазора, можно случайно приварить сам угольник к заготовке.
Вторую пластину я не размечал. Просто приложил к ней первую (уже с вырезами) и, по этому шаблону, отметил и тоже вырезал:
Далее я занялся «тонкой подгонкой». Ведь, болгаркой вырезать очень точно не представляется возможным, а точность нужна до долей миллиметра. Поэтому, доводить пришлось вручную.
Я взял отрезок широкой профильной трубы, расстелил на нём полосу наждачной шкурки, и вручную, на ней стачивал стороны моих металлических треугольников, периодически вкладывая их в слесарный угольник и проверяя «на просвет».
После этого, ровно сложив заготовки и сжав их в тисках, я просверлил в них отверстия под заклёпки. (Этот процесс забыл сфотографировать). И после этого, на всякий случай, стянув их через отверстия винтами М5, ещё раз «довёл» на наждачке, уже две вместе.
Многие самодельщики делают угольники «открытыми». Т.е., не закрывают ничем торец! Это недопустимо. Потому что при работе с металлом возникает множество опилок, окалины, мелких обрезков и прочего магнитного мусора. Так как весь этот мусор очень лёгкий, он обильно прилипает к магниту.

Именно поэтому его форма должна быть такой, чтобы можно было легко его очистить. Т.е., торцы его должны представлять гладкие плоскости. Их я сделал из тонкой алюминиевой пластины. Под руку попала какая-то окантовка от полки старого холодильника.

Из неё я и вырезал полоску, шириной равную толщине магнита:

А из неё выгнул рамку по периметру пластин. Она будет вложена между ними, и плотно зажмётся заклёпками.
Ферритовый магнит достаточно легко режется болгаркой. Но, в отличии от резки металла, применять при этом абразивный круг не стоит и пытаться. Он будет скользить, и вы просто перегреете магнит. (Кстати, если кто не знает, постоянные магниты теряют от перегрева свои свойства.). Резать нужно алмазным кругом. Лучше всего подойдёт алмазный круг для мокрой резки.
И при резке магнит нужно охлаждать водой.
Почему я сделал торцы именно из алюминия, а заодно заострить внимание на ещё одной распространённой ошибке. Как известно, у любого магнита есть два полюса, условно называемые «северным» и «южным»
Оба полюса одинаково хорошо притягиваются к металлу. У магнитов такой формы полюса находятся на плоскостях. То есть, когда мы прикладываем к плоскостям металлические пластины, то уже эти пластины являются полюсами магнита. И именно ими наш угольник будет «приклеиваться», а совсем не плоскостью между ними.
Но, главное, полюса магнита нельзя «закорачивать» магнитным материалом! Это снижает его свойства, и, кроме того, способствует тому, что магнит, пусть и медленно, но размагничивается!
Соединять пластины я решил вытяжными заклёпками. Использовать я буду только алюминиевые части:

Вставив заклёпку, я просто развальцую её с обратной стороны вот таким керном, сделанным когда-то из автомобильного клапана:
Но, перед этим нужно покрасить. Алюминиевую рамку я покрасил чёрным цветом.
На следующий день я собрал угольник:





