
Некоторые “предмонтажные” правила
Установку стальной ванны своими руками можно начинать только после завершения работ по устройству пола. К этому моменту должна быть выполнена гидроизоляция, выровнен уровень пола и уложено напольное покрытие.
В старых домах пол в ванной делали с уклоном в 1-2% от двери, ссылаясь действующий СниП, согласно которому направление уклона располагали таким образом, чтобы сточные воды при отведении в каналы не пересекали проходы.
Современные действующие нормы требуют лишь наличие порога между ванной и коридором, который должен быть не ниже 2 см. Такое препятствие при площади комнаты в 3-4 кв.метра способно удерживать до 50 литров воды.
В идеале все же лучше обустраивать пол в ванной, предусматривая равномерный перепад уровней, который составляет 2 мм на каждый метр длины
Перед тем как установить стальную ванну необходимо проверить состояние канализационной системы. Обнаружив и исправив неполадки, вы предупредите себя от неприятностей после завершения монтажа, которые можно будет устранить лишь демонтировав систему.
Размещать конструкцию нужно так, чтобы иметь возможность без труда подключиться ко всем необходимым коммуникациям.
Стальные ванны прямоугольной формы чаще всего устанавливают на подставки, входящие в комплектацию изделия, материалом для их изготовления которых выступает оцинкованная сталь, обладающая повышенной устойчивостью к воздействию влаги
Модели нестандартной изогнутой формы нуждаются в более надежной фиксации, роль которой могут выполнить входящие в комплект опоры и дополнительно сооруженный каркас.
Регулировка ножек ванны
При установке ванны на каркас, собранный из металлических уголков, важно, исключить перекосы, обеспечив плотное прилегание по всей площади. Для этого на этапе монтажа каркаса выполняют регулировку ножек
Их поочередно подкручивают и, затягивая с умеренной силой, и прикрепляют к полу с помощью винтов.
При работе с регулировочным механизмом добивайтесь только горизонтальности плоскости: угол наклона днища чаши для быстрого стекания воды в сливное отверстие производителем уже предусмотрен
При выравнивании положения корпуса следует руководствоваться правилом, что лучше приподнимать опущенный угол, чем опускать приподнятый. Правило укладывают по диагонали ванны. На него кладут уровень, по которому и определяют горизонтальность плоскости.
Некоторые производители выпускают модели, оборудованные широкими опорами. Они прикрепляются к основанию с помощью двухстороннего скотча. Но, как показывает практика, этот механизм не так эффективен.
Отрегулировав ножки конструкции, остается только заделать зазоры между ванной и стеной.
Широкие зазоры лучше оформлять декоративными пластиковыми плинтусами, приобрести которые можно в специализированных магазинах сантехнического оборудования
Узкие зазоры легко заделать силиконовым герметиком, клеем для плитки или монтажной пеной. Выполнив герметизацию швов, специалисты рекомендуют наполнить емкость водой и оставить ее в таком положении до момента полного застывания герметика.
Для придания месту стыка более презентабельного внешнего вида его оформляют тонким пластиковым уголком или покрывают влагоотталкивающим красителем.
Декорирование фермы – дело вкуса и возможностей. Для отделки можно смело использовать влагостойкие листы гипсокартона, пластиковые панели или кафельную плитку.
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой
Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который “растворится”, а на изделии образуется слой цинка. Время обработки – 10–40 минут.
Характеристика оцинкованных труб
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.









Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.

Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Что понадобиться для изготовления трубы из оцинковки
В домашних условиях, чтобы сделать трубу из оцинковки, понадобиться лист жести, материал не требует применения особых усилий благодаря мягкости и пластичности.
Жесть промышленным способом изготавливаются из тонкой листовой стали толщиной от 0.1 до 0.7 мм на прокатных станках, после чего их покрывают антикоррозийным защитным слоем из хрома, олова или цинка. В заключении заготовки нарезаются по стандартным размерам, шириной от 512 мм до 2000 мм.

Прочность таких изделий нисколько не уступает стальным аналогам, особенно, если материал имеет дополнительные ребра жесткости, но при этом он очень пластичен и позволяет монтировать трубопроводы сложной формы ручным способом. Антикоррозийное покрытие обеспечивает защиту трубы от воздействия внешней среды.
Проблемой таких труб является недостаточная прочность на изгиб, поэтому для изготовления незамкнутых деталей вносят в конструкцию ребра жесткости для укрепления изделия.
- в магазинах представлен широкий ассортимент таких труб различного размера: одноконтурные;
- двухконтурные (выполненные в виде сэндвича и состоящие из внутренней и внешней трубы);
- гофрированные, отличающиеся повышенной гибкостью.
При выборе толщины листа следует учитывать назначение трубы. Например, оцинкованная труба для дымоотведения из твердотопливных печей и каминов должна обладать повышенной стойкостью к высоким температурам, и при этом высокими антикоррозийными свойствами.
Инструменты
Для работы необходимы специальные инструменты, чтобы согнуть, правильно отмерить угол сгиба и разрезать трубу нужного отрезка.
Набор инструментов, которые понадобятся для работы:
- молоток с резиновой накладкой, киянка (столярный инструмент из дерева в виде молотка);
- плоскогубцы для сгибания;
- верстак для резки и разметки;
- труба для калибровки размером более 100 мм и уголок с гранями 75 мм;
- линейка или рулетка;
- разметчик (заточенный стальной стержень).
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».

Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.

3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.
4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.

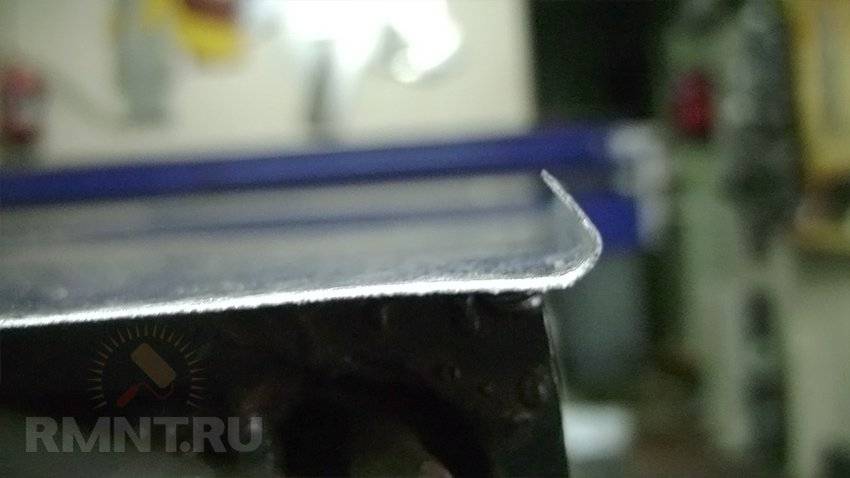
5. В итоге получится лист с такими загибами по краям:

6. Обжимаем руками заготовку вокруг трубы «пушки».


7. Зацепляем оба загиба друг за друга.

8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.


10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.











В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
Что такое габион и для чего он нужен
Слово «габион» французского происхождения и дословно переводится как «большая клетка». Так называют металлические сетки, которые выполняются из крученой проволоки. Обычно форма габиона действительно напоминает клетку, хотя можно сделать и более фигурные варианты, которыми можно оригинально украсить дизайн своего участка. В сетки засыпаются различные камни, которые и создают привлекательный, аккуратный вид забору.
В отечественной терминологии в соответствии с ГОСТ Р 51285-99 габионы еще называют габионными сетчатыми изделиями (ГСИ). Требования нормативных документов предполагают использование металлических ячеек, которые представляют собой правильный шестигранник. Однако в ландшафтном дизайне можно использовать совершенно разные варианты, поскольку ГОСТ содержит предписания к использованию изделий в хозяйственной сфере.
Применяются габионы в разных сферах:
- в дизайне участка – в качестве огораживания территории и фигур;
защите прибрежной полосы от размыва водой в период половодья;
укрепление опор мостов и прочих инженерных конструкций для защиты их от размывания талыми, осадочными или грунтовыми водами;
в военных целях габионы начали применяться еще в 18 веке – с их помощью защищали орудийные батареи от пуль, шрапнели; в этом качества ГСИ применяются до сих пор в локальных войнах.
Таким образом, если изначально габионы использовались в чисто практичных, защитных целях, то теперь они становятся одним из современных средств дизайна.
Какие преимущества дают габионы
Причина популярности габионов заключается в тех преимуществах, которые они дают в сравнении с другими каменными изделиями:
- Габионы стоят намного дешевле, чем монолитные каменные плиты и доставить их до нужного места гораздо проще.
- С габионами проще работать, чем с плитой.
- Габионы позволяют проявить намного больше творческой фантазии, поскольку каменная плита имеет заранее заготовленную форму, а сетку можно соорудить любого размера и вида, приспособив конкретно под свой участок.
- Благодаря тому, что металлические сетки гнутся очень хорошо, то габион естественным образом примет форму поверхности, на которую он поставлен. В результате даже в период половодья, дождливый сезон конструкция будет стоять довольно устойчиво без дополнительных опор.
- Сам по себе габион очень долговечен: от влаги и перепады температур камни и металл практически не портятся. К тому же специальную дренажную систему для отвода воды делать нет необходимости – в итоге во время монтажа экономится время и деньги.
- По уходу подобные конструкции также нетребовательны – достаточно просто следить за внешней чистотой.
- Габионы, использующиеся в качестве ограждения, хорошо поглощают шум и удерживают пыль с дороги, которая оседает на неровной, рельефной поверхности камней.
- Габионы могут хорошо укрепить грунт на участке, если выложить конструкции по его периметру – камни более надежно, чем текстильное волокно, песок и прочий дренаж защищают от размыва.
- Наконец, ограждение, опора или фигура из габиона – это действительно безопасное изделие с точки зрения экологичности: камень и металл не создают никакой угрозы здоровью и не загрязняют участок.
Таким образом, габионы – это металлические сетки, которые наполняются камнями (бывает, что и другими подручными материалами). Собрать габионы можно своими руками – пошаговые инструкции достаточно просты.
Единственным минусом этих изделий является их достаточно большой вес. Если небольшие габионы можно убрать и вручную, то для более капитальных вариантов нужно тщательно продумывать место размещения – перемещать их без повреждения сетки практически невозможно.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.
- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.

Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Похожие материалы:
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
ООО «Производство оцинкованных изделий»

ООО «Производство оцинкованных изделий» — завод производитель металических и пластмасоовых ведер, различной хозяйственной посуды из оцинкованной стали и пластика.
ООО «Производство оцинкованных изделий» — предлагает свои услуги по изготовлению оцинкованной посуды и пласткика. (оцинкованные ведра, ванны, баки, тазы, подойники, корыта, крышки для консервирования СКО -82, Крышка винтовая twist off, ведра строительные пластиковые, тазы строительные пластиковые, носилки пластиковые, ванночки для краски, лопаты совковые и штыковые).
-Оцинкованные ведра емкостью 5, 7, 10, 12, 15 литров изготовлены из оцинкованной стали 0,4-0,5мм., толщина покрытия цинком 15 мкр.
— Баки оцинкованные объемом 15л. и 32 литра.

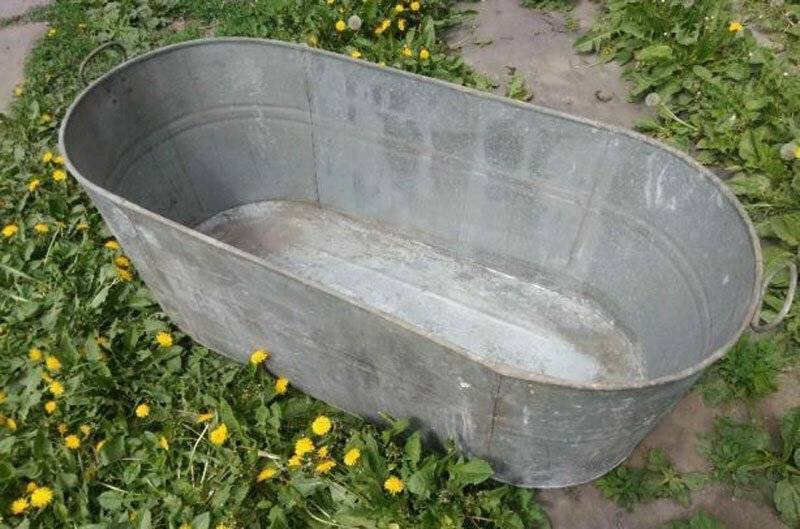








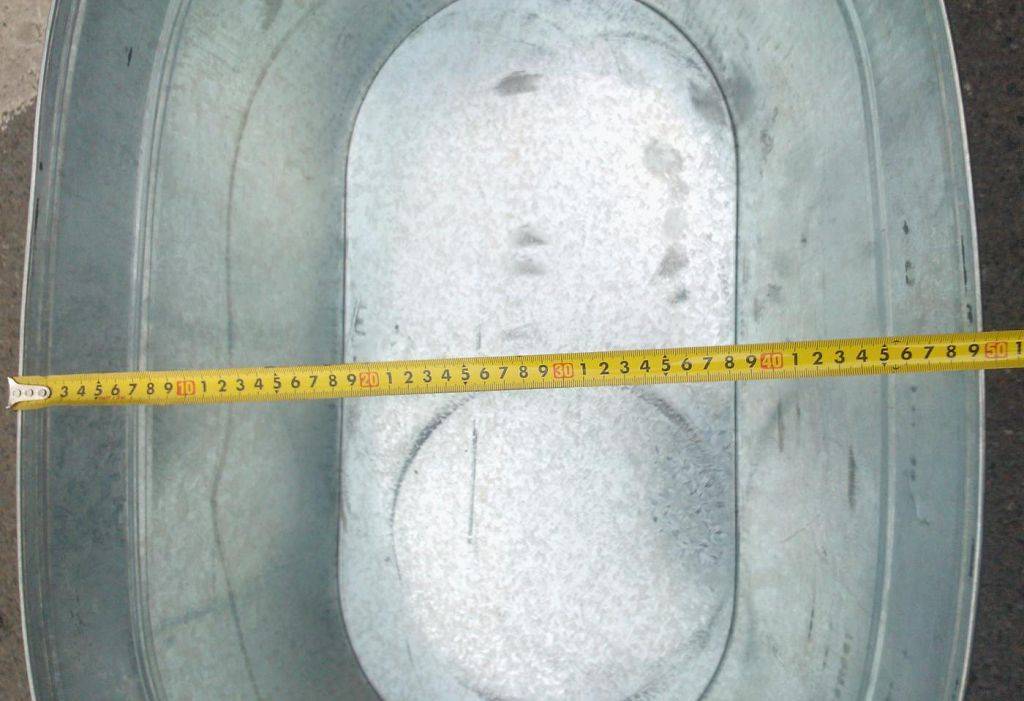
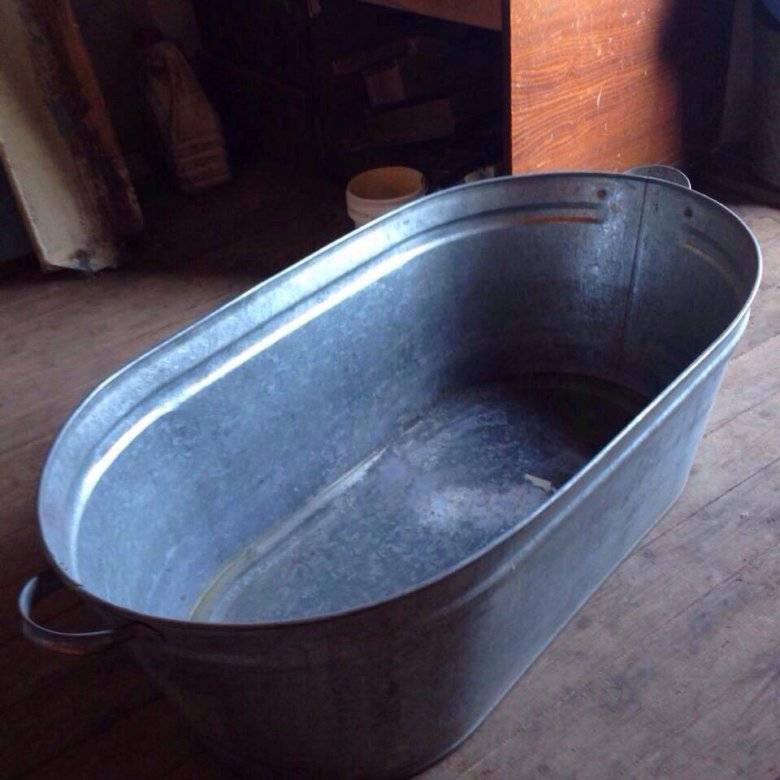
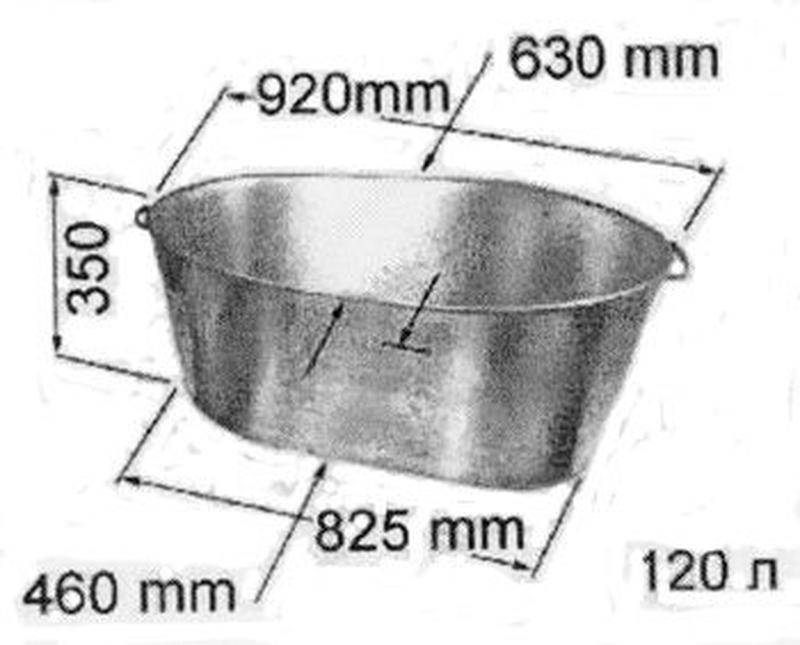
— Ванны оцинкованные круглые 70л., 120 литров.
— Ванны оцинкованные овальные 75л. 120л. и 100 литров.
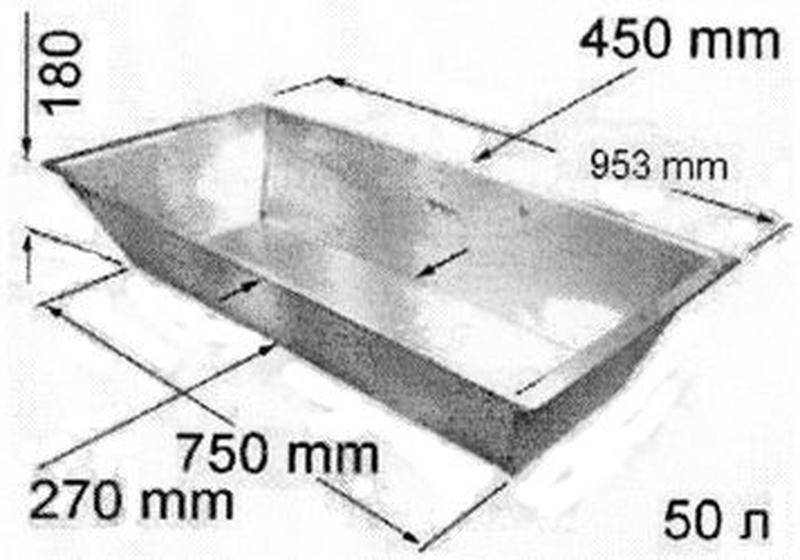
— Корыто оцинкованное – 50 литров.
— Тазы оцинкованные 27л. 13л. 9л. 21 литр
— Крышка для консервирования
— Крышка винтовая твист-офф (twist off)
— Ведро стротиельное плстиковое (КРУГЛОЕ) объемом — 6 л., 8 л., 10 л., 12 л., 14 л., 16 л., 20 литров.
— Ведро стротиельное плстиковое (КВАДРАТНОЕ) объемом — 12 л., 14 л., 16 л., 20 литров.
— Таз строительный пластиковый (КРУГЛЫЙ) объемом — 40 л., 65 л., 90 литров.
— Таз строительный пластиковый (ПРЯМОУГОЛЬНЫЙ) объемом — 45 л., 60 л., 80 литров.
— Носилки строительные 606х820
— Ванночка для краски большая Дл.350 мм, Шир. 330 мм, Выс.70 мм.
— Ванночка средняя- Дл. 330 мм, Шир. 250 мм, Выс. 70 мм.
— Ванночка маленькая- Дл. 285 мм, Шир. 155 мм, Выс. 50 мм
— Ведро малярное 8 и 14 литров
Оцинкованная посуда, лопаты оптом, всегда в наличии и в большом ассортименте.
Предлагаем свои услуги по изготовлению оцинкованной посуды. (оцинкованные ведра, ванны, баки, тазы, подойники, корыта, крышки для консервирования СКО -82, Крышка винтовая twist off ).
Источник
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Рис. 1. Выкройка листа для трубы диаметром 100мм.
Схема формирования фальца выглядит следующим образом:
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.
Этапы формирования профиля:
По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.









Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Габионы своими руками: пошаговая инструкция и видео
Материалы, которые необходимы для создания габиона, следующие:
- сетка металлическая;
- скобы для скрепления;
- стальные штыри для каркаса;
- металлические спирали;
- пассатижи;
- молоток;
- степлер для проволоки;
- инструменты для копания земли;
- геотекстиль – дренаж (понадобится для дополнительного сохранения камней от разрушения водой);
- собственно камни или другой наполнитель.
Монтаж коробов
Приведем пошаговую инструкцию для монтажа габиона своими руками на примере наиболее распространенной коробчатой конструкции:
- Коробчатый габион поступает в разобранном, плоском виде – нужно достать его и выложить на ровную поверхность.
Все элементы сгибаются по линиям и крепятся степлером и вязальной проволокой.
Все боковые поверхности поднимаются, чтобы сформировать короб. Вершина каждого угла соединяется с проволокой, которая присоединена к каркасу. Она не должна отходить от краев – иначе помешает при укладке конструкции.
После сбора коробчатых габионов их нужно соединить попарно, как показано на схеме.
После этого попарно связанные габионы устанавливаются в нужное положение согласно предварительному плану и засыпаются наполнителем. Основное условие – чтобы камни лежали максимально плотно. Прогибания металлической сетки недопустимы – это наиболее распространенная ошибка, из-за которой конструкция теряет прочность.
Затем крышка короба закрывается и фиксируется степлером и вязальной проволокой.
Более наглядно весь процесс можно увидеть здесь.
И здесь.
Монтаж цилиндрических конструкций
Цилиндрические габионы имеют свою специфику – в этом случае пошаговая инструкция по сбору конструкции своими руками будет другой:
- Поступают такие листы тоже в плоском виде, поэтому изначально их нужно разложить на ровной поверхности.
В кромке уже находится проволока – с ее помощью нужно завернуть лист в цилиндр. И сразу притянуть с одного края.
Затем все продольные кромки также связываются (вязальной проволокой).
Монтаж матрасных габионов
В данном случае технология монтажа следующая:
Изделие раскладывается по ровной поверхности; в данном случае очень важно распрямить все элементы, потому что «матрас» состоит из нескольких внутренних секций.
Все боковые поверхности и внутренние перегородки поднимаются и фиксируются по углам вязальной проволокой.
Поднимаются основные боковые стенки и связываются с внутренними перегородками. Необходимо проверить, чтобы вся конструкция не «съезжала» вдоль углов.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80
Основные характеристики, на которые следует обратить внимание при выборе:. Толщина листа
Толщина листа
Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность
Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.








| Класс стали по толщине цинкового слоя | Масса защитной прослойки, имеющейся с обеих сторон (гр) | Толщина покрытия (мкм) |
| П (Повышенный) | 570 — 855 | 40-60 |
| I | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
ГОСТ допускает некоторые отклонения по толщине и наличие некоторых дефектов
- НР – нормальная разнотолщинность;
- УР – уменьшенная разнотолщинность.
Варианты внешнего вида листа:
- КР – С узорами кристаллизации (некоторыми трещинками и потемнениями);
- МТ – без узоров.
Немаловажной характеристикой для изготовления труб является способность металлического листа к вытяжке:
- Н – нормальной вытяжки;
- Г – глубокой вытяжки;
- ВГ – весьма глубокой вытяжки.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.

Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции “порошок”-“связующее” бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
Как самостоятельно сделать трубы из листа оцинковки
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
- Необходимые инструменты и материалы
- Изготавливаем трубу из оцинкованного железа диаметром 100 мм
- Видео по теме

Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Утепление и шумоизоляция
Многие владельцы стальных ванн жалуются на то, что при наполнении емкости водой раздается сильный гул, который доставляет немало беспокойства. Исправить ситуацию можно, выполнив шумоизоляцию корпуса.
С целью понижения шума мастера рекомендуют использовать вспененные виды полимерных утеплителей, например, экструдированный пенополистирол
Экструдированный полистирол – это листовой пластик, состоящий из мелких ячеек и характеризующийся равномерной структурой. Он славится низкой теплопроводностью, отсутствием водопоглощения и высокими показателями прочности на сжатие. Полистирол часто покрыт металлизированным или фольгированным слоем.
Проще всего работать с самоклеящимися матами. Изоляционный материал вырезают по размерам ванны, делая припуски по 2-3 см. Перед наклеиванием материала металлическую поверхность обезжиривают, протирая смоченной в спирте салфеткой. При приклеивании необходимо избегать образование пузырей. При появлении пузыря, не дожидаясь момента подсыхания клея, нужно проткнуть шилом или иглой мягкий материал, полностью выпустив воздух.
Листы экструдированного полистирола прикладывают к обратной стороне чаши, располагая клеевой стороной к металлу, и плотно прижимают в нескольких местах
Некоторые мастера предпочитают выполнять шумоизоляцию с применением технической пробки. Главное преимущество такого выбора – экологически чистый материал, который не выделяет технические испарения даже при наполнении ванны горячей водой. Покрытие, как и в предыдущем случае, наклеивают на обратную сторону чаши. После полного высыхания клеевой смеси ванну можно использовать по прямому назначению.
Если же говорить о теплоизоляционных свойствах стали, то тонкие стенки металла не способны этого обеспечить. Эта проблема легко решается путем обустройства теплоизоляции.
Монтажная пена – один из самых доступных и простых материалов, благодаря которому уровень теплоизоляции металлической конструкции можно увеличить в несколько раз
Для утепления допускается использовать любую монтажную пену. Работу выполняют в несколько этапов:
- Подготовка. Ванну укладывают на ровную поверхность, застеленную отрезом полиэтилена, переворачивая дном вверх. Конструкцию фиксируют так, чтобы она не «ерзала» в процессе нанесения пены. Участки соединения со сливными патрубками оклеивают малярным скотчем.
- Покрытие герметиком. На металлическую поверхность чаши наносят тонкую сетку герметика. Эти манипуляции позволяют увеличить надежность фиксации монтажной пены.
- Нанесение пены. Пену наносят медленно, формируя на поверхности равномерный слой. Материал распределяют круговыми движениями начиная с края ванны и поднимаясь к центру. В процессе нанесения делают небольшие паузы, давая материалу подсохнуть и закрепиться на поверхности.
Ванну можно переворачивать на ножки и устанавливать на место только после полного затвердевания пены. Нанесенная строительная пена будет иметь достаточную пластичность, что особо актуально в процессе эксплуатации конструкции.
Наглядно этот процесс представлен в видео:





