
Актуальность бизнеса
Готовая продукция точно найдет своего потребителя из-за широкого спектра областей, в которых она может быть применена. Покрытие для загородного дома, садового участка, промышленных объектов и разнообразных общественных зданий.
Продукция будет одинаково востребована как для частного покупателя, так и для оптового. Достаточно изготовить материал для покрытия и продать его в строительный магазин, который осуществит дальнейший сбыт резиновой плитки. Как известно, спрос рождает предложение, а клиентов, желающих приобрести плитку очень много. Но следует учитывать, что для производства продукции требуется заранее позаботиться насчет вопросов поставок.
Для поставки готового материала в малых количествах очень хорошо подойдет реклама в местных печатных изданиях, а также газетах, которые выпускаются в тех местах, где существуют коттеджные поселки.
Технология производства плитки из резиновой крошки переработанных шин

Резиновая крошка – это основное сырье для производства плитки. Данное сырье производиться в результате переработки покрышек любого размера путем измельчения на мелкие фракции. Резина отправляется на фрезы измельчителя, которые разрывают ее на мелкие части, после чего она проходит много степеней очистки от других не резиновых частиц. Например, металлической проволоки корта шины, пыли и другого мусора. Очищенное сырье взвешивают в мешках и готовят к отправке в цех по производству плитки из резиновой крошки. Сначала очищаться от пыли и смазываются распалубочной смазкой пресс-формы. Далее готовиться цветное и бесцветное сырье в разных смесителях.
Рецептура состава компонентов для производства
Цветную плитку рационально производить в двух слоях – это позволит сэкономить на красителе и на дорогой резиновой крошке с мелкой фракцией. Рассмотрим рецептуру состава для покрытия плиткой 1м2 с высотой 40мм.
Для цветного верхнего слоя плитки применяется следующий состав:
- резиновая крошка мелкой фракции 1-2 мм 13кг. – цена за килограмм 0,38$;
- пигментный краситель (например, красный) 350г. – цена за килограмм 1,33$;
- клей полиуретановый 1,25кг. – цена за килограмм 2,5$.
Структура цветной плитки – двухслойная. Поэтому для основы (нижнего слоя) уже используется черный цвет (без красителя) резиновой крошки. Он делается во втором смесителе.
Далее формы кладутся на телегу под пресс, сжиматься под давлением 70 атмосфер и фиксируются в сжатом состоянии. После чего зажатую телегу с формами отвозят в термо-камеру где постоянно поддерживается температура воздуха от 60 до 70°С для ускорения высыхания клея. Для плитки размером 500*500*40мм необходимо забить одну телегу (1 телега – это 10 пресс-форм, по 2 плитке в каждой пресс-форме). В камере плитка сохнет 4-5 часов. Сразу же после высыхания плитка уже готова использованию.
В целом расходы на сырье для производства двухслойной цветной плитки из резиновой крошки составляют – 15,17$. Естественно к суме себестоимости следует включить дополнительные производственные затраты: электроэнергия, топливо для термошкафа, распалубочная смазка, зарплата сотрудникам и т.д.
Расчет себестоимости резиновой плитки на мини-заводе EcoStep
Хотя комплект оборудования и предусматривает возможность изготовления 14 наименований изделия, наиболее востребованной продукцией является резиновая плитка EcoStep 500 мм х 500 мм, толщиной 40 мм.
В общем объеме заказов она занимает 70%, а потому расчет себестоимости, а в дальнейшем, и рентабельности производства, корректней всего производить, исходя именно из затрат на производство плитки указанного формата.
Характеристика продукции
Наименование: травмобезопасная резиновая плитка EcoStep 500*500*40 мм.
Характеристики материала:
- размер 500*500*40 мм
- вес плитки — 7 кг.
- вес 1м 2 — 28 кг.
- количество штук в одном м 2 — 4 плитки
Параметры работы мини-завода
- Работа осуществляется в 2 смены.
- Продолжительность смены — 8 часов.
- Производительность 1 смены — 45 м 2 .
- За сутки на заводе производится — 90 м 2 готовой продукции.
- Среднемесячная производительность завода при работе в 1 смену — 990 м 2 готовой продукции (при 22 рабочих днях).
- Среднемесячная производительность завода при работе в 2 смены — 2 500 м 2 готовой продукции (при 22 рабочих днях).
Фонд оплаты труда
Для работы участка потребуется 4 человека: трое рабочих и начальник смены. Их зарплата составит 17 000 рублей и 20 000 рублей соответственно. Таким образом, фонд оплаты труда при работе в 1 смену составляет 71 000 рублей в месяц, в 2 смены — 142 000 рублей в месяц.
Расходы на оплату труда на 1 м 2 продукции составляет 71000/990 = 71,71 рублей
ЕСН (Единый социальный налог) — 34%, что составляет 24,38 руб. в стоимости 1м 2 готовой продукции.
Требования к производственным и складским площадям
Для размещения мини-завода EcoStep потребуется отапливаемое помещение, площадью не менее 100 м 2 с высотой потолков не менее 3 метров. Для размещения склада необходимо помещение, площадью 100 м 2 , возможно неотапливаемое.
При ставке арендной платы 150 руб./м 2 стоимость аренды помещений в месяц составит 30 000 рублей, что составляет 15,15 руб. на 1 м 2 готовой продукции.
Расчет себестоимости
Расчет себестоимости материалов на производство 1 м 2 резиновой плитки EcoStep 500 х 500 толщиной 40 мм.
Наименование материала
| Цена, руб. | Расход, кг | Стоимость, руб. |
| Резиновая крошка | ||
Учитывая прочие затраты на осуществление деятельности, можно определить себестоимость 1 м2 резиновой плитки.
себестоимость 1 м2 резиновой плитки EcoStep 500 х 500 толщиной 40 мм.
Прибыльность бизнеса
по производству резиновой плитки на мини-заводе EcoStep на примере производства плитки EcoStep 500 х 500 толщиной 40 мм *
* Обращаем ваше внимание, что все расчеты представлены в таблице носят, условный характер и приведены в качестве примера потенциальной прибыльности данного вида деятельности. Фабрика манимейкеров рекомендует перед началом той или иной деятельности самостоятельно произвести расчеты окупаемости проекта
Плитка и брусчатка из резиновой крошки – это малозатратная и довольно качественная продукция
Материал не требует дорогого сырья и большого количества рабочей силы.
Для изготовления достаточно просто приобрести нескольких специальных станков и арендовать небольшой цех.
Резиновая тротуарная плитка и брусчатка сегодня на пике популярности. Ее легко продавать не только в розницу отдельным компаниям и частным лицам, но и сбывать в больших количествах торговым предприятиям
В данной статье мы расскажем о технологии производства этой продукции и дадим характеристику оборудования.
У этой продукции много достоинств. Измельченные резиновые автошины, из которых она производится – материал высококачественный. Для его изготовления используется хороший синтетический каучук
, дорогие наполнители и масла.
Преимущества
крошки из такой резины:
- Прочна, «не прогибается» под сильным весом, ее можно укладывать в цехах, гаражах и автомойках.
- Долго и верно служит до 35-40 лет, и при этом не истирается и не «линяет».
- Устойчива к влаге, остается цела и быстро подсыхает даже после тропических ливней, поэтому ее используют в аквапарках и в саунах.
- Не боится резких перепадов температур, ей не страшны ни сильные морозы (до -40), ни изнурительный зной (до +50).
- На ней не скользит обувь – травмироваться на такой плитке сложно; ею мостят «спортивные» поверхности – теннисные корты, площадки для игр.
- Материал не портят агрессивные вещества, им покрывают полы химических лабораторий.
- Плитку легко и недорого укладывать и мыть. Ею мостят лестницы, входы в здания, торговые центры и многие другие «публичные» пространства с большим людским потоком.
Также тротуарной плитке из резиновой крошки можно придавать самую разнообразную форму, размер и цвет, красиво вписывать в интерьер помещений и ландшафт
. Ее кладут на дачных участках и в элитных коттеджных поселках, на балконах и террасах.









Для мощения тротуарной плитки на резиновой основе применяются разные технологии с помощью клеевого состава и непосредственно на грунт.
Мощение на клей
Предусматривает использование клея на полиуретановой основе, которым успешно формируется резиновая крошка в плиты.
Сам процесс проходит в несколько этапов и с соблюдением определенных правил:
- Перед нанесением клея рабочая поверхность очищается и грунтуется.
- Температурные показатели материала и окружающей среды должны быть в пределах от +10 до +25°.
- Влажность воздуха не должна превышать 70°.
- На поверхность, которая в дальнейшем будет контактировать с водой, наносится клей в два слоя с помощью шпателя или валика.
- Независимо от формы площадки (круг, овал, квадрат, прямоугольник) мощение плитки желательно начинать с центра.
- Уложенные элементы плотно прижимаются к основанию.
Кроме этого технология требует:
- соблюдения допустимых минимальных параметров зазора между элементами покрытия;
- отсутствия волнистостей на поверхности;
- удаления из-под плитки воздуха;
- отсутствия остатков клея на покрытии, так как при высыхании осложняется их удаление, что также отрицательно сказывается на внешних показателях уличного или напольного покрытия;
- не нанесения клея на боковые стороны.
Резиновое покрытие готово к эксплуатации по истечению 48 часов после завершения монтажных работ, так как клей должен полностью застыть и создать прочную основу.
Мощение резиновой плитки непосредственно на грунт.
Материал используется толщиной свыше 3 см.
Этапы укладки:
- снимается верхний слой грунта, удаляются корни и сорняки;
- утрамбовывается основание;
- создается слой щебня высотой от 7 до 20 см в зависимости от назначения резинового покрытия;
- делается цементная стяжка высотой до 7 см.
Укладка может выполняться непосредственно на песчаную «подушку», но со стяжкой надежнее. Мощение плитки на грунтовое и песчаное основание выполняется под уклоном, благодаря чему вода не будет оставаться на поверхности дорожек.
Какое оборудование и сырье нужно для производства резиновой плитки?
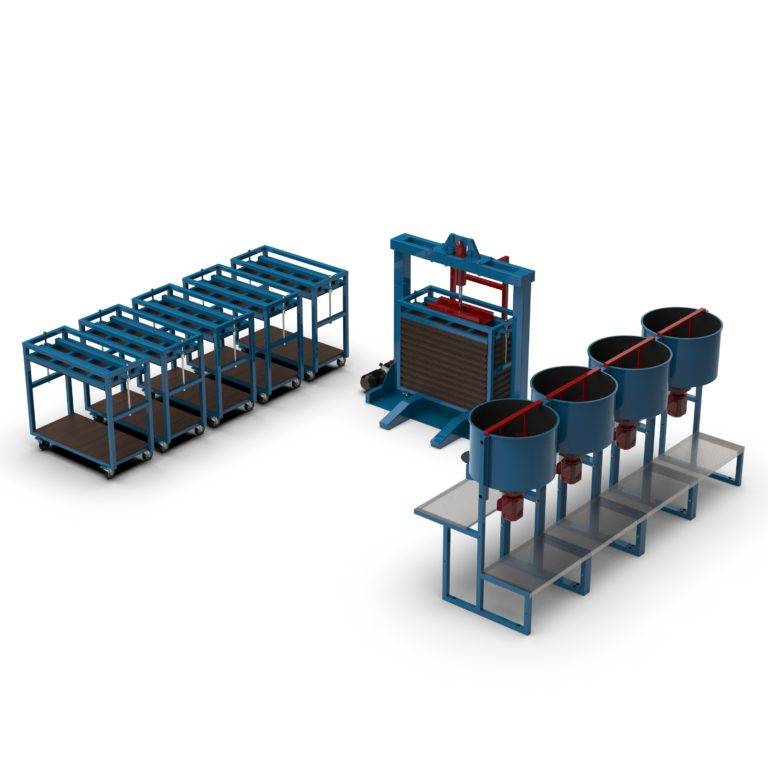
Выше уже написано, что в смену производится 20 м2 резиновой плитки. Необходимое оборудование для производства:
– пресс вулканический – 1 штука;
– камера для просушивания готовой продукции – 1 штука;
– тележки для пресс-формы – 2 штуки;
– смеситель для приготовления сырьевой массы – 1 штука;
– стойка для миксера – 1 штука;
– стол формовочный – 1 штука;
– пресс-формы – 20 штук;
– весы – 2 штуки;
– инструменты для работы;
– пресс-форма для изготовления спортивных ковриков – 1 комплект.
Все перечисленное оборудование ориентировочно стоит 950000 рублей. Частичная стоимость оборудования для мини производства взята у поставщика оборудования “Альфа – СПК”.
Сырье для производства.
Как правило, у тех, кто занимается изготовлением каких либо видов материальных средств, львиная доля финансов уходит на закупку сырья. Это налагает свой отпечаток на стоимость конечного продукта, а также на получение прибыли.
Изготовление плитки из резиновой крошки производится из старых, отработавших свой ресурс автомобильных покрышек. Фактически – это отходы, от которых мечтают избавиться не только частники, но и различные транспортные компании и предприятия. При этом сама резина изготавливается из высококлассного каучука и обладает уникальными характеристиками, высокой прочностью и способностью выдерживать достаточно высокие нагрузки. В России рознично-оптовая стоимость на:
– резиновую крошку – черная (16 тыс. рублей за тонну), цветная (от 23 до 35 тысяч);
– полиуретановый клей – 200 руб./кг;
– красители – от 95 рублей за кг.
Потребление электричества на данном производстве – 15 кВт/час.
Начинающих предпринимателей будет интересовать, как правильно сделать смесь для изготовления плитки. Компонентами смеси будет являться резиновая крошка, полиуретановый клей и краситель. Технология смешивания будет передана при покупке оборудования “Альфа – СПК” для мини производства 20 м2 в смену.
Описание проекта по производству резиновой плитки
Цель проекта: Создание производства травмобезопасной резиновой плитки с использованием технологической линии «Альфа-СПК»; производство конечного продукта, востребованного на рынке и готового для применения в различных сферах производства товаров и услуг.
В качестве основных потребителей — строительные организации, социальные учреждения и т.д. Исходные данные:

Наименование. | Ед. измерения. | Кол-во. |
Смеситель для приготовления сырьевой смеси. | шт. | |
Термическая камера 3000Х4000 мм. | шт. | |
Пресс гидравлический PG-9ti с контролем давления. | шт. | |
Тележки для пресс- форм. | шт. | |
Пульт управления температурой. | шт. | |
Датчик температуры. | шт. | |
Матрица для изготовления технологических отверстий в плитке. | шт. | |
Стол металлический для раскладки. | шт. | |
Стойки для миксеров. | шт. | |
Комплект пресс — форм. | шт. | |
Инструменты для монтажа. | комплект. | |
Рабочий инструмент. | комплект. | |
Весы. | шт. | |
Стол для формования. | шт. | |
Вытяжка. | шт. | |
Технический паспорт, Технология и рецептура, Обучающие видеоматериалы. | шт. |
Основной ассортимент выпускаемой резиновой плитки:
В общей массе заказов превалирует следующие наименования:
- резиновая плитка 500*500 толщиной 40 мм
- резиновая плитка 500*500 толщиной 16 мм.
Эти две позиции составляют около 90% всех заказов и распределяются в среднем в следующие процентном соотношении: 70% — 40 мм и 30% — 16 мм. Для усреднения расчетов показателей производства за основу взяты именно эти показатели.









№ п.п. | Резиновая плитка толщиной 40 мм. | Резиновая плитка толщиной 16 мм. | |
Характеристики изделия. | Характеристики изделия. | ||
размер. | 500*500*40 мм. | размер. | 500*500*16 мм. |
вес плитки. | 7 кг. | вес плитки. | 3,5 кг. |
вес 1м | 28 кг. | вес 1м | 14 кг. |
кол-во штук в 1 м | 4 плитки. | кол-во штук в 1 м | 4 плитки. Основные параметрыРабота может производиться в две смены, продолжительностью смены — 8 — 10 часов. |
Производительность одной смены составляет до 60 м.
Таким образом, за 2 смены производится до 120 м готовой продукции.
Расчет составлен с учетом производства 1320 кв. м. (60 кв.
м*22 рабочих дня) резиновой плитки в месяц в две смены. Производительность линии при полной загрузке составляет более 1300 кв. м.
Начальные вложенияПолная стоимость комплекта оборудования, не включая стоимость пуско-наладочных работ, составляет: 1 750 000 руб., в т.ч. НДС 18%.

Расчет необходимого количества персоналаДля реализации проекта, на первоначальном этапе, предлагается следующий план по персоналу.
План по персоналу при работе оборудования в 1 смену. ДолжностьКоличествоЗаработная плата, рублей, в месяцПроизводствоНачальник смены125 000Подсобный работник, грузчик225 000*2 = 50 000Итого:375 000 рублейПредлагается среднесписочная численность персонала – 3 человека.
*Фонд оплаты труда составляет в месяц из расчета 1 смена75 000 руб.
Риски
У этого производства есть не только преимущества. Существует и ряд рисков. Это связано с нехваткой специалистов, которым известна технология создания продукции. В этом случае можно поступить двумя способами – найти технолога или самостоятельно обучить сотрудников этой деятельности. Но тогда самому нужно быть профессионалом.
Важную роль играет сезонность. Резиновая плитка применяется на улице и в помещениях автосервисов, гаражей, объектов для животных, а также территорий около бассейнов и в спортивных залах. Желательно открывать бизнес в конце зимы и в начале весны. Осенью продукция также будет востребована, так как происходит благоустройство улиц.
Предприятие будет функционировать нормально только в том случае, если всегда будет необходимое количество сырья. Для среднего производства нужен запас в 100 тонн. Риском является поломка оборудования, поэтому к его приобретению нужно подходить особо внимательно.
Если рассчитать все затраты, то рыночная цена продукции будет равна 1350 рублей за 1 кв.м. Ежедневная прибыль составит около 16,5 тысячи рублей, а в месяц – 350 тысяч. Срок окупаемости доходит до 145 рабочих дней, если рентабельность равна 40%.
Производство резиновой плитки является востребованной отраслью. Если грамотно подойти к организации бизнеса, то сделать его прибыльным получится за короткое время. Главное, чтобы было все необходимое для выпуска качественной продукции.










Технология изготовления
Для производства резиновой плитки применяют два способа: холодное и горячее прессование.
Пропорции
Для изготовления резиновой плитки используются следующие компоненты:
- Резиновая крошка — 85 % от общего объема.
- Полиуретановый клей — 10%.
- Краситель — 5%.
Для создания на поверхности плитки рисунка используют цветные гранулы. Этот этап в изготовлении плитки не является обязательным. Он поможет придать изделию эстетичный вид, что позволит увеличить реализацию готовой продукции.
Горячий способ
Метод изготовления резиновой плитки является экономичным и быстрым. Готовую продукцию, произведенную таким способом, можно использовать в районах с умеренным климатом. Изделия не выдерживают морозов и начинают крошиться.
Технология горячего прессования:
- замешать смесь в миксере в соответствующих пропорциях;
- смесь разливается в пресс-формы равномерным слоем;
- при помощи гидравлического горячего пресса формируется изделие. Форма нагревается паром или электрическим током.
Резиновая плитка прошла все этапы производства. После остывания готовое изделие можно отправлять на склад.
Холодный способ
Метод производства резиновой плитки холодным способом наиболее длительный. Изделия, изготовленные по такой технологии, отличаются хорошими эксплуатационными качествами, прочностью и устойчивостью к перепадам температуры.
Этапы производственного процесса:
- При приготовлении смеси для холодного способа необходимо увеличить количество полиуретанового клея в 2 раза.
- Смесь распределяется по пресс-формам.
- При помощи холодного гидравлического пресса формируется изделие под давлением в 5 тонн в течение 5–8 минут.
- Полуфабрикат отправляют в термический шкаф (температура +50–60°С). Изделие подвергается сушке в течение 5–7 часов. Чем толще изделие, тем дольше процесс термической обработки.
- Через определенное время плитка складируется в помещении. Температура воздуха должна составлять +15–18°С. Полную готовность изделие достигает через 48 часов.
Для снижения себестоимости резиновой плитки применяют комбинированный метод производства. В этом случае заготовка формируется горячим способом, а верхний слой — методом холодного прессования.

Распределение сырья
Для изготовления качественного изделия важно соблюдать технологический процесс, от этого зависит качество продукции
Формы для плитки
Пресс-формы для резиновой плитки отличаются размером и конфигурацией. Распространенные размеры:
- 1100х1100 мм;
- 500х500 мм;
- 550х550 мм;
- 300х300 мм;
- 350х350 мм;
- другие.
Форма поверхности плитки может быть разной: ровной, фактура в виде паркетной доски, рисунок в виде сетки, паутинки и другие. Отдельно выпускаются формы для изготовления брусчатки.
Рынок сбыта
На начальном этапе очень важно найти поиск рынки сбыта, чтобы обеспечить предприятие постоянными заказами. Таких заказчиков лучше искать среди следующих клиентов:
- строительные компании, которые занимаются обслуживанием жилого фонда;
- фирмы, отвечающие за благоустройство парков и зон отдыха;
- ТСЖ;
- управляющие компании;
- администрации городов, районов;
- фирмы, занимающиеся сбытом и монтажом игровых площадок;
- компании, отвечающие за установку уличного спортивного инвентаря;
- ландшафтные дизайнеры.
Можно наметить круг клиентов и рассылать им коммерческие предложения или оставлять заявки на оптовых торговых площадках. Так сможете выйти на заказчиков из других регионов. После контакта с менеджерами строительных фирм обычно практикуют «холодные звонки», в которых описывают преимущества сотрудничества с вами и предлагают провести встречу/заключить контракт.
Производство модульного резинового покрытия
Резиновая плитка для пола изготавливается из SBR-крошки, продукта переработки отслуживших свой срок автомобильных покрышек, методом вулканизации. Измельченные до размеров 0,5-5 мм гранулы материала смешиваются с эпоксидно-полиуретановым связующим в специальных миксерах.
Для окраски материала применяют пигменты, имеющие высокую стойкость к ультрафиолетовому излучению, что обеспечивает яркость покрытия на протяжении всего срока эксплуатации.
Полученная смесь подается на формовочный стол с прессом, а затем в вулканизирующую камеру, где под воздействием температуры спекается до однородной массы.
Различают два вида вулканизации в зависимости от температурного режима процесса: «горячую» и «холодную».
В первом случае на материал воздействуют температурой в 140 °C, и полимеризация продолжается в течение 20-30 минут (в зависимости от объема изделия).
При «холодном» способе температура составляет около 80 °C, и процесс длится несколько часов. Высокая скорость производства «горячим» методом значительно удешевляет стоимость продукции, но в тоже время такой материал имеет более низкие эксплуатационные характеристики (прочность, морозостойкость и пр.).
После вулканизации модульное резиновое покрытие подвергается сушке в автоклавах при определенном температурно-влажностом режиме.
При изготовлении резиновой плитки ее поверхности с помощью формования можно придать различную текстуру: гладкую и рифленую.
Вторая имеет более высокие антискользящие свойства.Основные виды рифленой поверхности:
- «зерно» – один из популярных рисунков, напоминающий форму перпендикулярно расположенных злаков. Часто применяется в производственных помещениях, так как широкие промежутки между рифлением легко поддаются очистке;
- «монета» – близкорасположенные ряды круглых выпуклостей прекрасно гармонируют как на резиновой плитке для детской площадки, так и в общественных помещениях;
- «апельсин» – мелкая текстура, напоминающая корку цитруса, приятная на ощупь и прекрасно подходит для спортивных залов и фитнес центров;
- «шагрень» — более крупная разновидность «апельсина» имеет очень высокий противоскользящий эффект. Такая травмобезопасная плитка подходит и для устройства входных групп.
Резиновая плитка для дачи, предназначенная для укладки на песчаную подушку или естественный грунт, формуется с рифленой нижней поверхностью. Эти выступы обеспечивают лучшее сцепление модульного покрытия с основанием.
Аналогичная плитка для детских площадок применяется и для жестких оснований с уклоном, где дренаж атмосферных осадков происходит в пространстве между элементами покрытия и бетонной стяжкой. Такая конструкция обеспечивает быстрое высыхание поверхности после дождя.
Рекомендации по производству
Для полноценного выпуска тротуарной плитки, недостаточно просто закупить нужное оборудование, важно соблюдать технологию и учитывать все ключевые моменты, связанные с этим процессом:
Станок с прессом должен подавать равномерное одинаковое давление на каждый сантиметр раствора.
Сильная вибрация нарушает целостность массы и ломает плитку.
В приготовлении бетона используют щебень и пластификаторы, увеличивающие прочность и эластичность раствора.
Марка цемента не должна быть ниже М500.
Перед использованием плитки полностью просушивают заготовки, на это обычно уходит не менее суток
С целью ускорения процесса используются специальные сушилки.
Важно поддерживать в производственном помещении оптимальные условия хранения плитки: влажность, температуру, уровень пыли и т. д.
Оборудование регулярно чистят и проверяют его исправность.
При планировании массового выпуска изделий, потребуется подготовить площадь для хранения продукции.
Если вы хотите заняться бизнесом по производству тротуарной плитки в домашних условиях, лучше все же приобрести фабричное оборудование. А вот для личных потребностей станок, сделанный своими руками, – это вполне подходящая замена.
Технология производства резиновой плитки
Начнем с того, что сейчас применяется не одна, а две технологии производства резиновой плитки:
- Методика горячего прессования.
- Методика холодного прессования.
1) Горячее прессование.
Эта технология производства резиновой плитки была особенно популярна в первое время после появления материала на российском рынке. Метод дешевый, быстрый и относительно простой. Но при этом он токсичный, и продукт после его применения выходит некачественный, быстро разваливается. Эту технологию часто применяют китайские производители при работе над самым дешевым товаром.










Суть его в том, что резиновая крошка не столько склеивается специальным составом, сколько запекается на особом станке-прессе. На первый взгляд полученная плитка мало чем отличается от более качественных образцов, хотя, конечно, воняет паленой резинкой намного сильнее. Но кто же на улице это учует? Так что положение дел многих устраивает.
Вернее, устраиваЛО, пока российский покупатель не раскусил эту схему.
Дело в том, что такая закупленная и установленная плитка, «сходит» вместе с первым снегом. А может и до него не долежит, потому как спрессованная и нагретая резинка, в отличие от склеенной, сразу же нарушает свою структуру под воздействием перепадов температур.
Если вы живете в стране с умеренным стабильным климатом, то она протянет довольно долго, но мы же о российском резко-континентальном речь ведем. Тут и бетонные плиты не всегда выдерживают нагрузку, что уж говорить о прессованной резинке?
Массовое применение такой технологии, кстати, стало одной из причин спада производства в 2013 году. К этому времени первые покупатели резиновой плитки успели в ней разочароваться, т.к. по итогам 1-2 зим такой продукт распадался обратно до состояния крошки. Результатом стала волна банкротств таких предприятий, которые пытались по высоким ценам продавать низкокачественный продукт.
2) Холодное прессование.
С 2014 года россияне стали лучше разбираться в резиновой плитке, что дало этому рынку второе дыхание, ведь теперь производить плитку стали на более современном и качественном оборудовании.
Холодное прессование – это долго и не так выгодно, как горячее, зато гораздо эффективнее. Спрессованная резиновая крошка с качественным клеем выдержит не одну зиму.
Почему на холодные прессы не перешли раньше? Оборудование для производства плитки из крошки намного дороже, чем необходимое для горячего способа. Для крупных предприятий разница может составлять сотни тысяч евро или долларов. Это делает бизнес менее привлекательным с точки зрения инвестиций.
Технология прессования холодным способом проходит такие этапы:
- Перемешивание клея и крошки из резины в специальных промышленных миксерах (подготовка сырья).
- Полученную массу закладывают в подготовленные пресс-формы.
- Пресс формирует плиты давлением более чем в 5 тонн.
- Полученные плиты помещаются в сушильные камеры – там при температуре около 60 градусов Цельсия продукция сушится в течение 5-6 часов (в зависимости от толщины плитки).
- Финальный этап – сушка при комнатной температуре и проверка качества на специальном столе.
Для сравнения – метод горячего прессования предполагает, что форма нагревается прямо под прессом. При этом количество клеящего состава в такой форме гораздо меньше, потому ему и высыхать в особых условиях потом не надо. Значит, и сушилки закупать не придется. Впрочем, качество будет намного хуже.
Сырье для производства плитки из крошки
Откровенно говоря, в самом подзаголовке кроется ответ на этот вопрос – да, плитку делают из резиновой крошки, перемешанной с клеем. Все вроде бы просто. Но, как часто это бывает, сложности скрываются в деталях.
Оформление бизнеса в организационно-правовом поле
Для оформления бизнеса следует определиться с организационно-правовой формой. Будет это ИП или ООО. Также следует выбрать систему уплаты налогов:
- общая (если вы не подадите заявление о переходе на другой режим налогообложения, автоматически перейдете на ОСНО);
- патентная;
- упрощенная.
Обычно выбирают патент или упрощенку.
Документы
Для открытия ИП потребуются следующие документы:
- заявление на регистрацию ИП;
- копия паспорта;
- квитанция об оплате госпошлины (800 руб).
Открыть ИП можно в течение нескольких рабочих дней, подав заявление в налоговую службу в своем регионе.
Для открытия ООО потребуется больше документов:
- заявление на регистрацию ООО;
- решение учредителя;
- устав ООО;
- квитанция об оплате госпошлины (4000 руб);
- гарантийное письмо о предоставлении юридического адреса либо согласие собственника при регистрации на домашний адрес.
Также потребуется уставный капитал от 10 000 рублей. Обычно ООО регистрируют в случае запуска крупного предприятия или компании с несколькими учредителями. ООО проще заключать контракты с юридическими лицами, чем ИП. Кроме того, ООО не отвечает по долгам имуществом своих учредителей.
Выбор ОКВЭД
При регистрации бизнеса указывается код экономической деятельности. Для производства резиновой плитки подходят следующие:
код ОКВЭД 22 – производство резиновых изделий;
код ОКВЭД 22.19 – производство прочих резиновых изделий.
После регистрации ИП или ООО также необходимо встать на учет в пенсионном фонде и фонде социального страхования. Также нужно открыть счет компании или ИП в банке.
Получение необходимых разрешений и сертификатов
Дальнейший шаг – получение разрешений от:
- местной администрации;
- пожарной инспекции;
- Санэпидемстанции.
Для этого помещение должно соответствовать всем противопожарным и санитарно-эпидемиологическим нормам. У вас должны быть договор аренды и договора на вывоз и утилизацию отходов.
Любое полимерное покрытие должно пройти сертификацию на пожарную безопасность.
В ходе проверки уполномоченные МЧС органы проверят токсичность при горении, скорость воспламенения и распространения пламени и т.п, и выдадут сертификат. Дополнительно можно пройти добровольную сертификацию на соответствие ГОСТам. Это поможет обеспечить лояльность покупателей и будет способствовать росту продаж.
Технология изготовления

Технология производства резиновой плитки предусматривает два способа обработки вторсырья:
- Ударно-волновое дробление. При такой переработке автомобильные шины укладывают в специальные камеры. Там они измельчаются за счет ударно-волнового воздействия. Оборудование полностью автоматизировано, поэтому для управления потребуется только один работник.
- Если осуществляется производство резиновой плитки своими руками, то больше подходит механическое дробление. В этом случае вторсырье измельчают при помощи резаков. Такая методика дробления применяется чаще, поскольку не требует дополнительных расходов на покупку оборудования. Механическое дробление проходит в несколько этапов:
- из покрышек извлекают посадочное кольцо из металла;
- затем шины режут на полосы шириной по 40-50 мм;
- после этого опять извлекают посадочные кольца, которые есть в материале;
- теперь полученные резиновые ленты перетирают до состояния крошки диаметром не более 4 мм, но не менее 1 мм;
- в конце производят сортировку сырья по фракциям.
Производство резиновой плитки из фракций каучука осуществляется одним из двух методов:
- Метод горячей обработки требует использования вулканизации сырья в специальном прессе. Температура вулканизации составляет 130-140°С. В пользу выбора этой технологии говорят следующие преимущества:
- приемлемая стоимость (такая технология обходится дешево, что выгодно сказывается на розничной цене);
- скорость процесса (на изготовление уходит буквально полчаса);
- невысокая цена пресс-форм позволяет приобрести сразу несколько штук, что позволит увеличить объемы производства.
- Изготовление плитки из резиновой крошки методом холодного прессования. В этом случае вулканизация сырья осуществляется при нагреве максимум до 80 градусов. Технология требует использования специальных термошкафов, в которых крошка спекается. Особенности холодной технологии состоят в следующем:
- высокое качество полученного изделия;
- себестоимость продукции будет выше, чем при горячем прессовании (это объясняется расходами на электроэнергию для питания шкафов);
- процесс занимает много времени (на обработку сырья уходит полтора часа).
Автомобильные шины как сырье для вторичной переработки

Все больше и больше стран последнее время уделяют внимание проблемам использования отходов при производстве, включая изношенные шины, которые являются одними из самых многотонных полимерных отходов. Шины, уже вышедшие из эксплуатации, приносят большой вред экологической среде, так как места их накопление только способствуют обитанию ряда грызунов и насекомых
Резина имеет высокую стойкость к воздействию внешних факторов и нет смысла сжигать такой ценный в хозяйстве материал. Процесс утилизации шин путем сжигания длительное время загрязняет окружающую среду. Как известно, резина в результате сжигания, выделяет токсичные и вредные компоненты, которые оказывают разрушающее влияние на окружающий мир
Шины, уже вышедшие из эксплуатации, приносят большой вред экологической среде, так как места их накопление только способствуют обитанию ряда грызунов и насекомых. Резина имеет высокую стойкость к воздействию внешних факторов и нет смысла сжигать такой ценный в хозяйстве материал. Процесс утилизации шин путем сжигания длительное время загрязняет окружающую среду. Как известно, резина в результате сжигания, выделяет токсичные и вредные компоненты, которые оказывают разрушающее влияние на окружающий мир.

Намного рациональнее измельчить шины на мелкие фракции и использовать в качестве сырья для производства полезных и долговечных строительных материалов. В современном быту много областей, где используется резиновая крошка – она хорошо себя зарекомендовала и обретает все большую популярность. Из года в год спрос на этот продукт растет. Крошку используют во многих отраслях, например:
- применяют при строительстве автомобильных дорог и подкладок для рельс;
- при облагораживании территорий вокруг муниципальных и коммерческих объектов;
- при строительстве детских и спортивных объектов, а также для многих других пригодных нужд.
Еще одной проблемой использования изношенных шин является экономический фактор, поскольку стоимость потребностей хозяйства постоянно повышается. Кроме того, после ликвидации свалок изношенных шин, освободятся значительные площади занимаемых ими земель для использования по назначению.
Актуальность бизнеса
Готовая продукция точно найдет своего потребителя из-за широкого спектра областей, в которых она может быть применена. Покрытие для загородного дома, садового участка, промышленных объектов и разнообразных общественных зданий.










Продукция будет одинаково востребована как для частного покупателя, так и для оптового. Достаточно изготовить материал для покрытия и продать его в строительный магазин, который осуществит дальнейший сбыт резиновой плитки. Как известно, спрос рождает предложение, а клиентов, желающих приобрести плитку очень много. Но следует учитывать, что для производства продукции требуется заранее позаботиться насчет вопросов поставок.
Для поставки готового материала в малых количествах очень хорошо подойдет реклама в местных печатных изданиях, а также газетах, которые выпускаются в тех местах, где существуют коттеджные поселки.





