
Виды сварочных положений
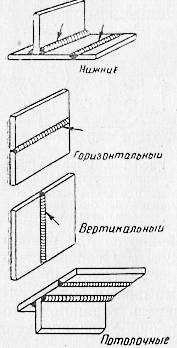
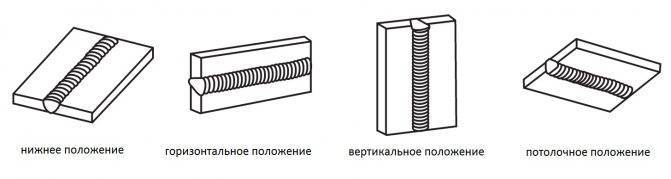
В зависимости от расположения в пространстве и направленности шва технология сварки может быть следующей:
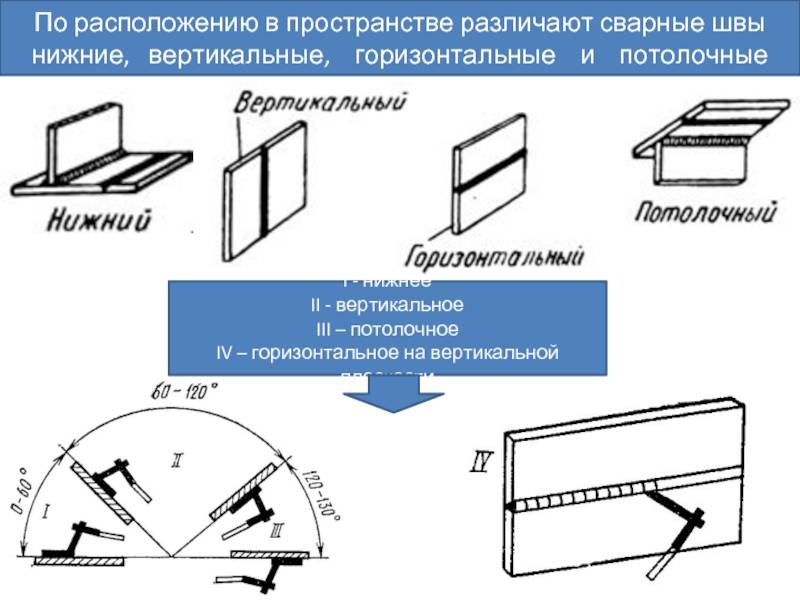
- «нижнее» положение, соответствующее расположению линии шва вдоль горизонта;
- горизонтальное положение при сварке, когда стыковая линия находится под углом от 0 ° до 60 ° к горизонтальной поверхности;
- стыковой зоны (под углами от 60 ° до 120 °);
- «потолочное» сваривание, когда угловой шов располагается непосредственно над сварщиком (угол обзора – 120 °-180 °);
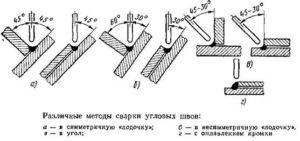
- «в лодочку»; при этом варианте осуществляется угловая сварка стыков, располагаемых под определённым наклоном.
 Сварочные работы по первому из этих вариантов (в нижнем положении) не представляют особых затруднений даже для начинающих сварщиков.
Сварочные работы по первому из этих вариантов (в нижнем положении) не представляют особых затруднений даже для начинающих сварщиков.
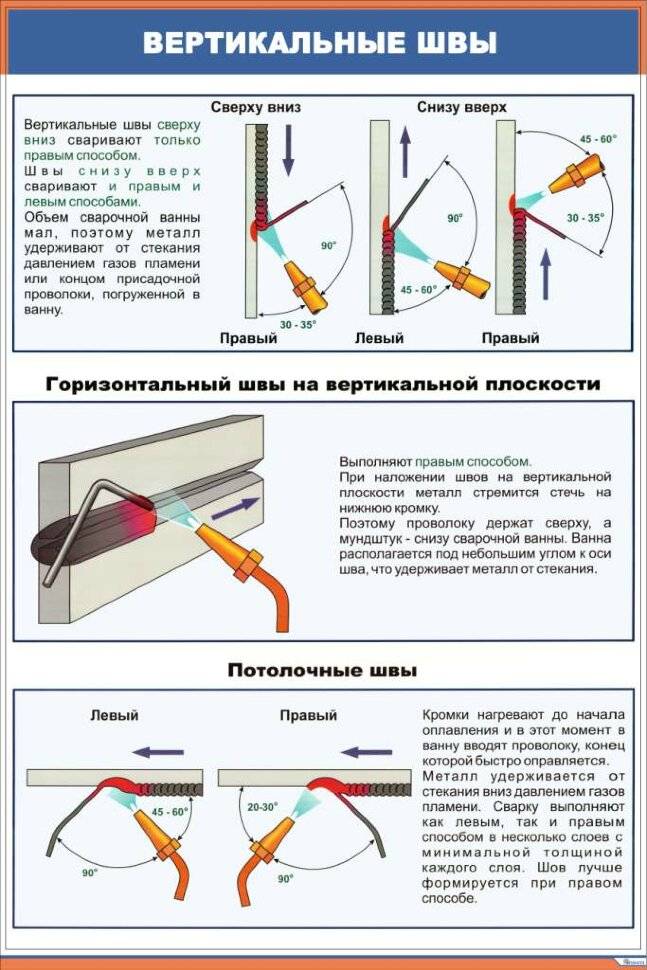
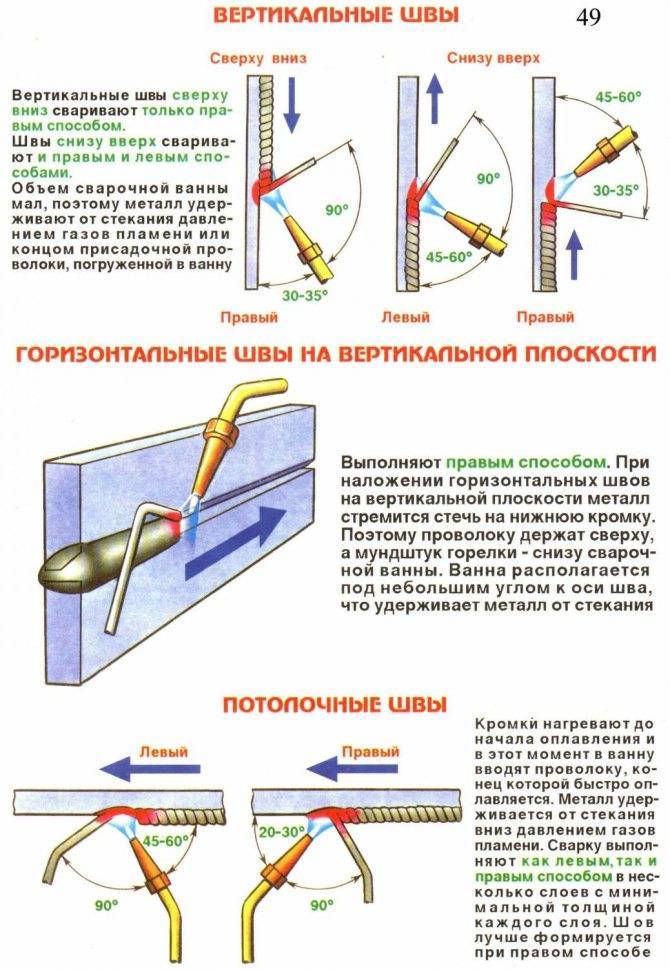
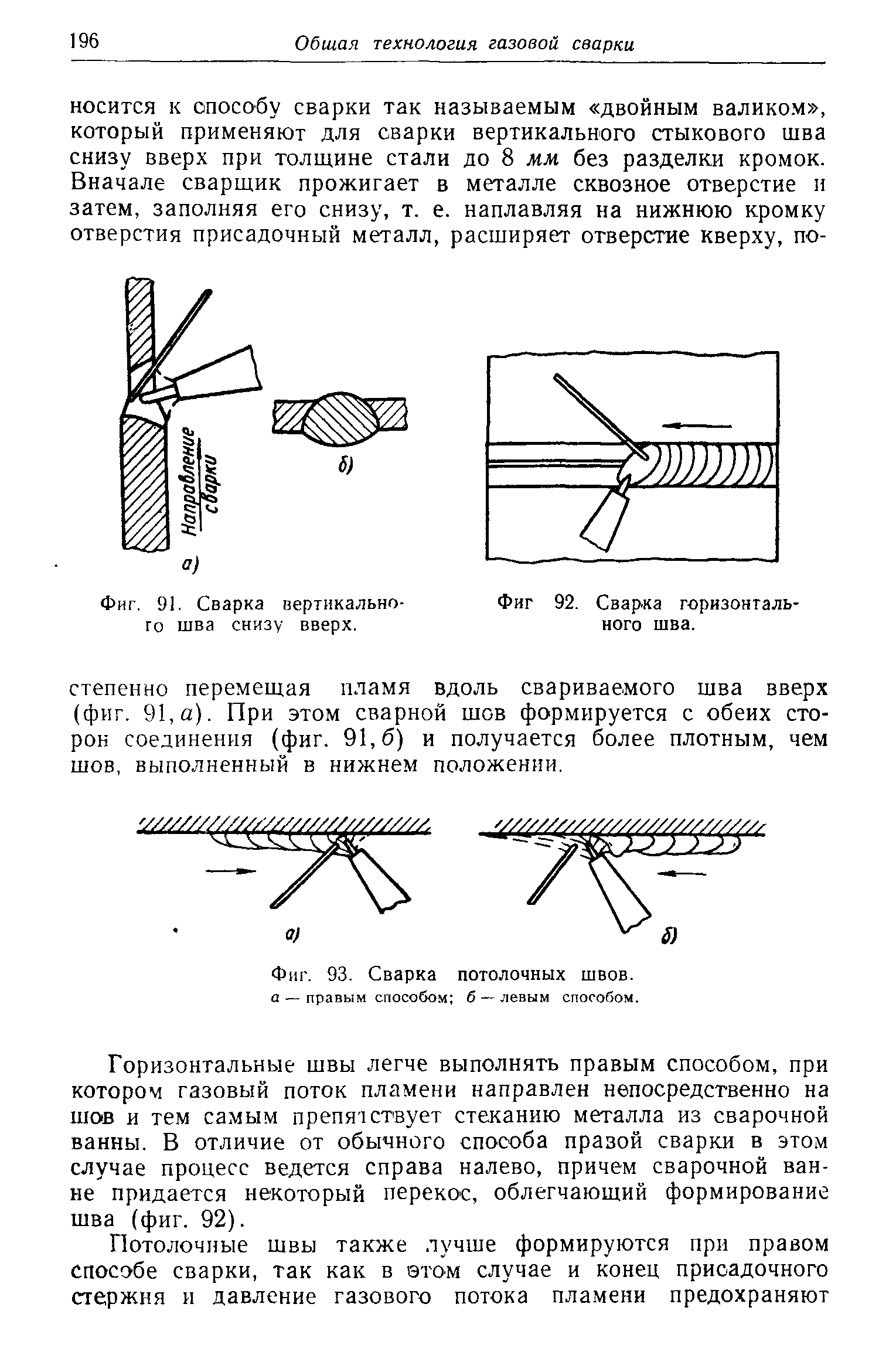
При формировании вертикальных швов необходим учёт типа соединения и толщины заготовок, определяющих характер подготовки к сварке.
Так, перед работой обычными электродами в вертикальной позиции обязательна фиксация угловых заготовок в определённом положении с последующим прихватыванием небольшими поперечными перемычками.
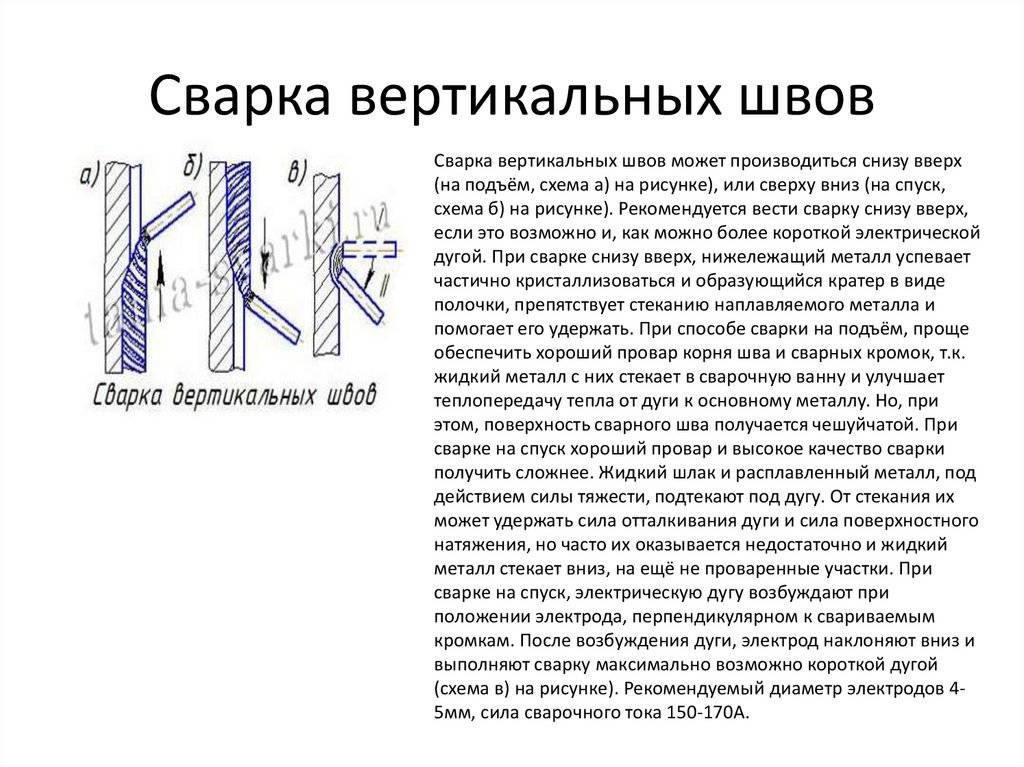
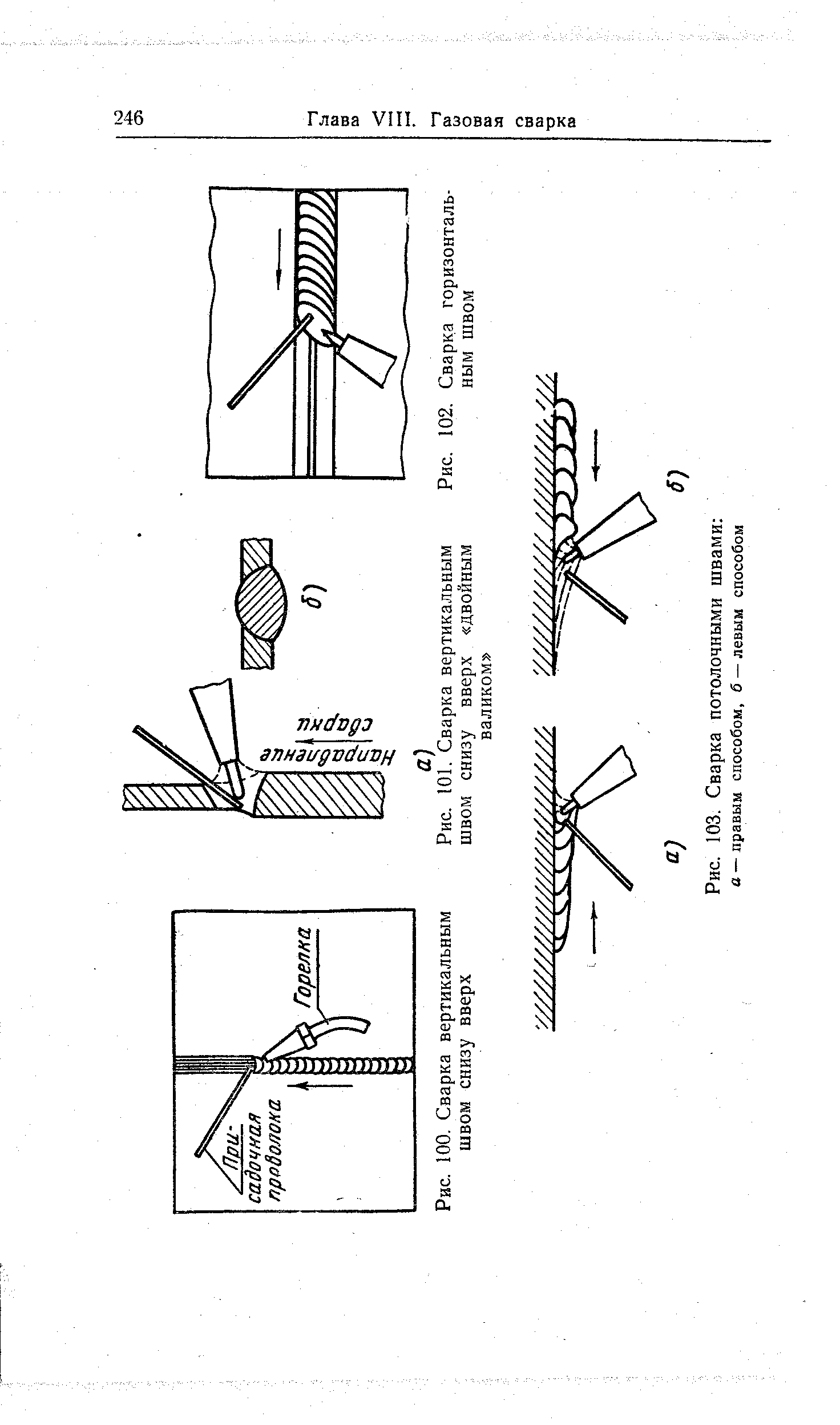
Линейный вертикальный шов может формироваться одним из двух способов: сверху вниз или в обратном направлении. Обеспечить требуемое качество углового соединения гораздо легче, если делать проход снизу вверх, поскольку в этом случае сварочная ванна поддерживается встречным движением. Держатель со стержнем при таком проходе наклоняется на 80 °-90 ° к плоскости шва.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
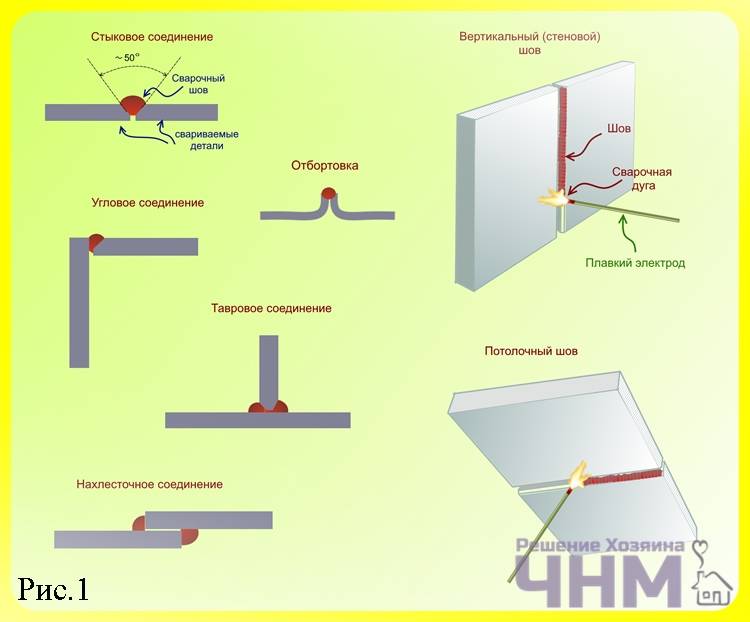
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
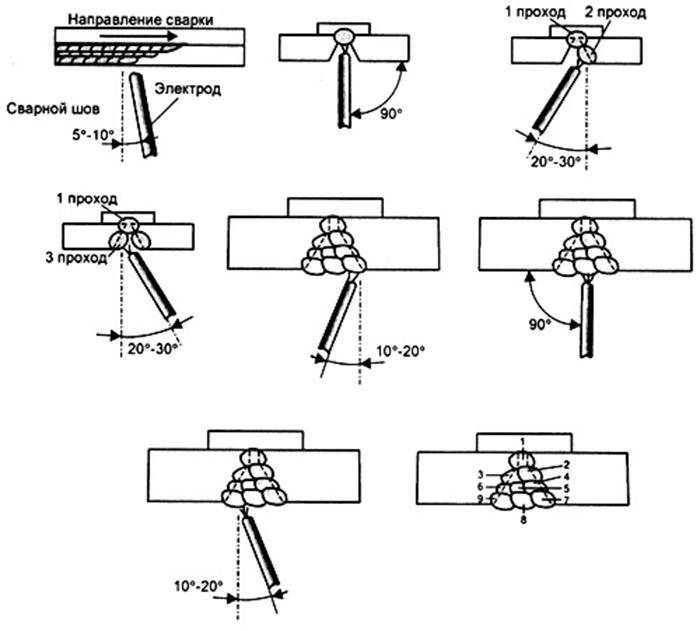
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
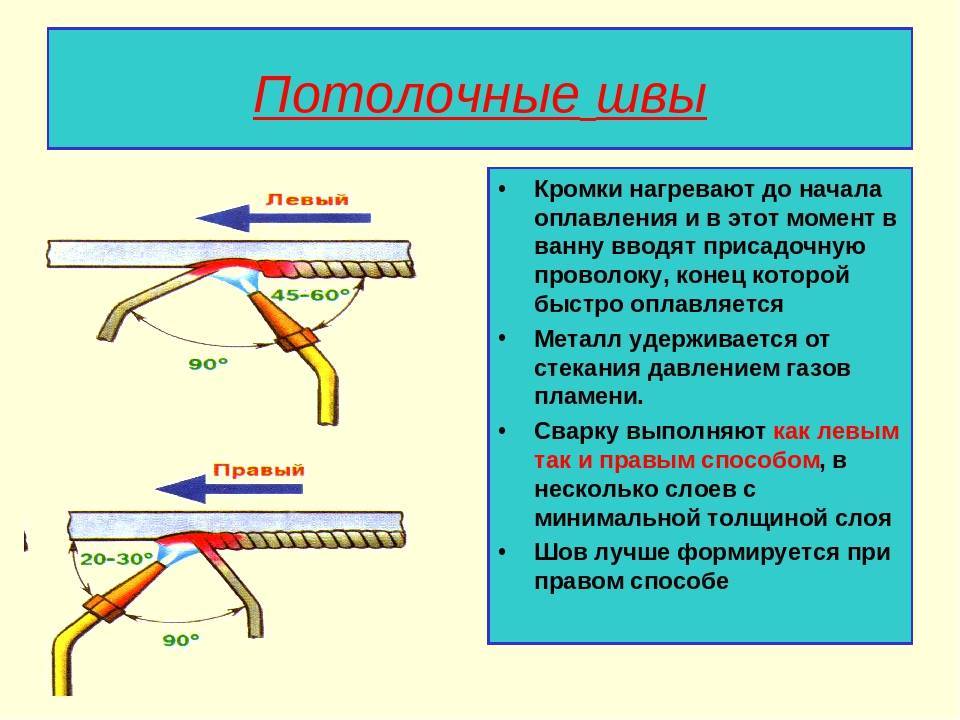
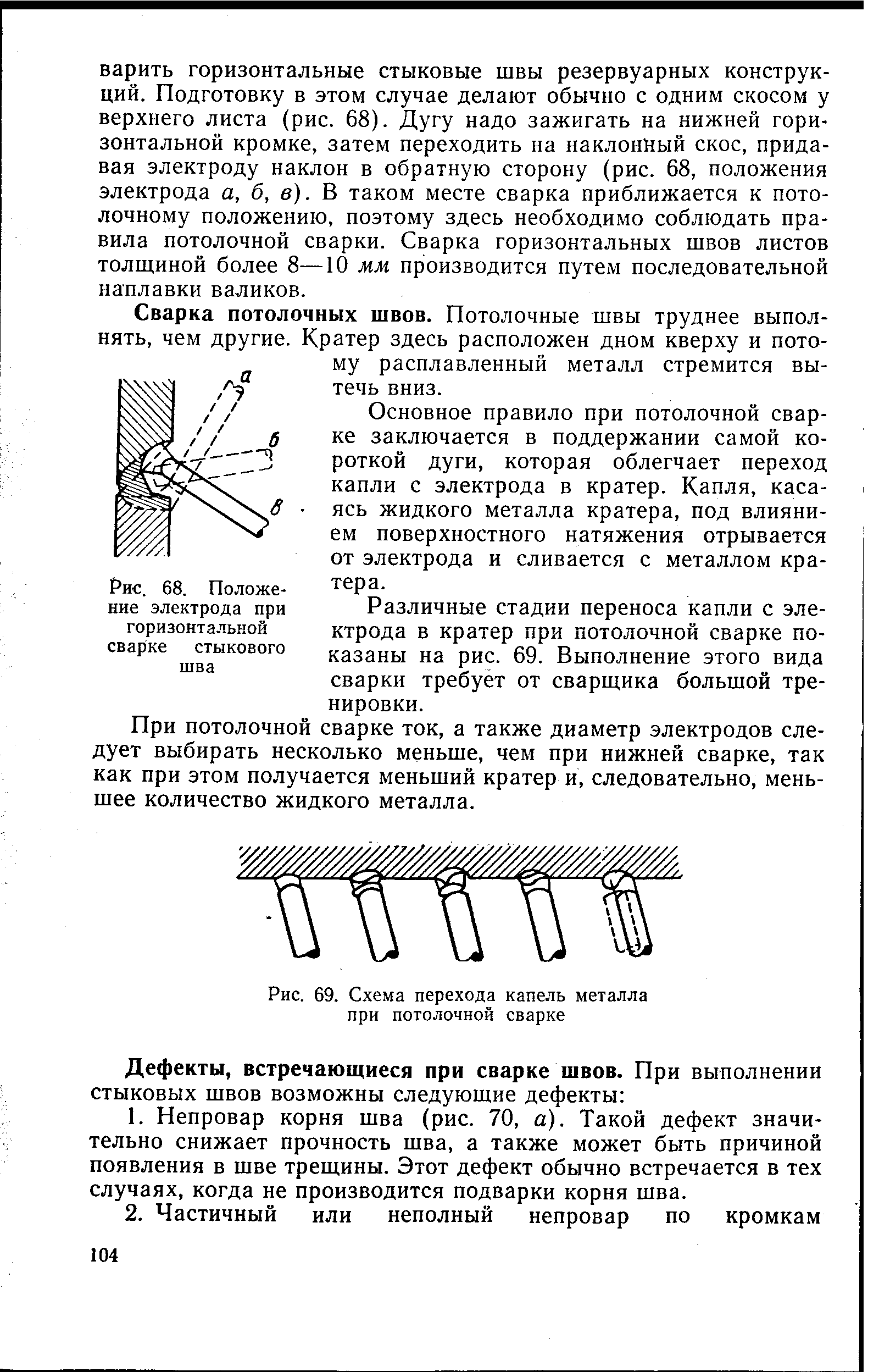
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
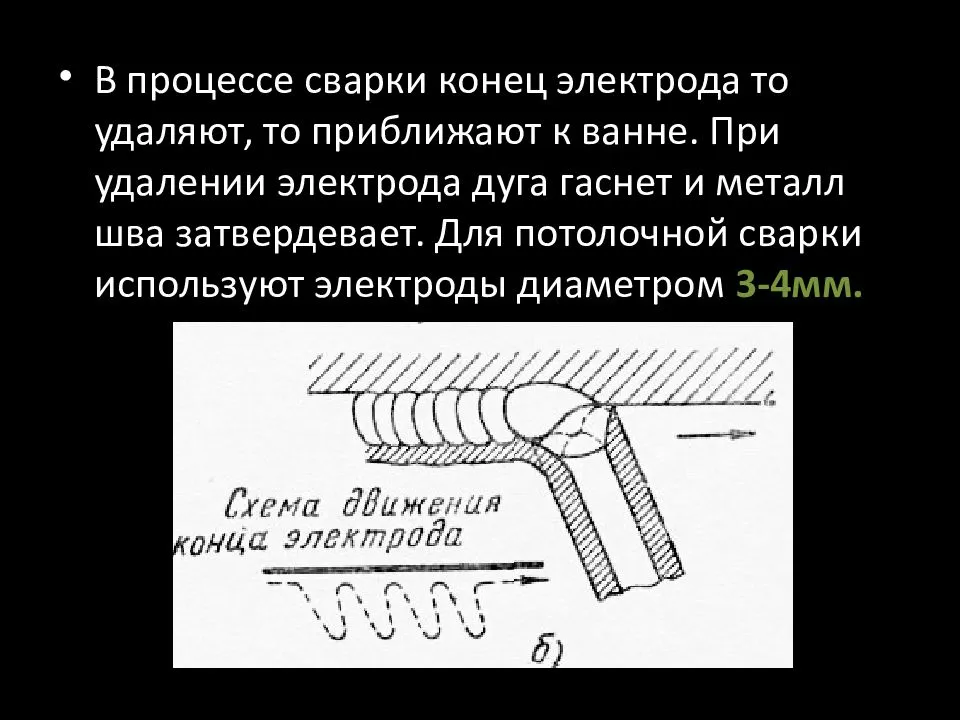
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
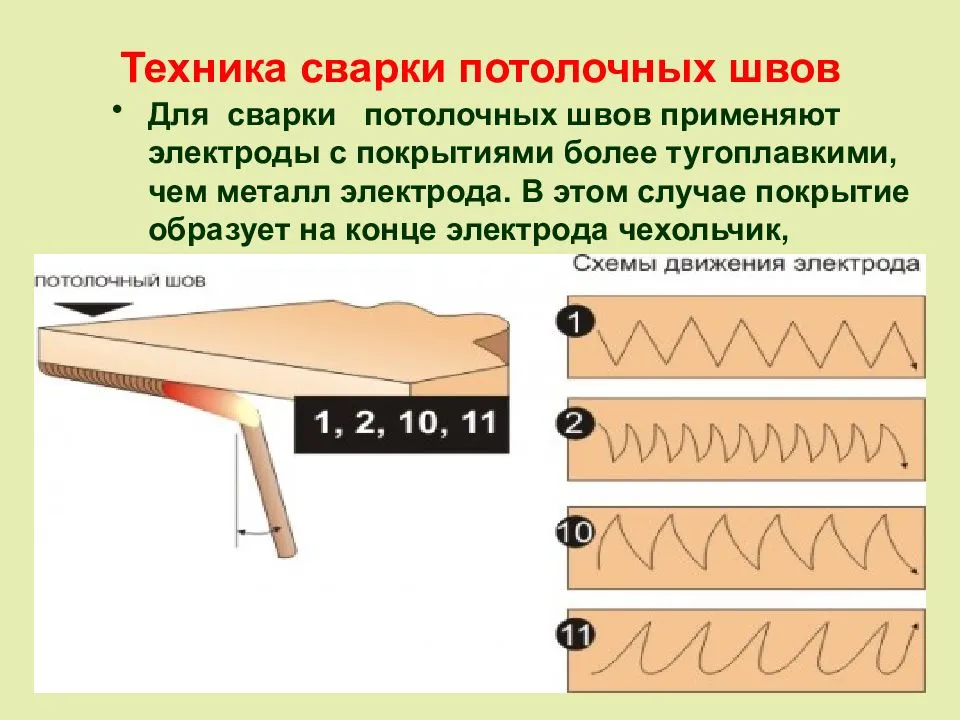
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Идеальный угол или облом
Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.
Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком).
Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.
Галтель на потолок
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
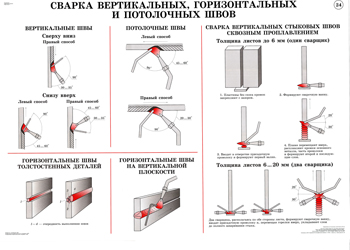
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
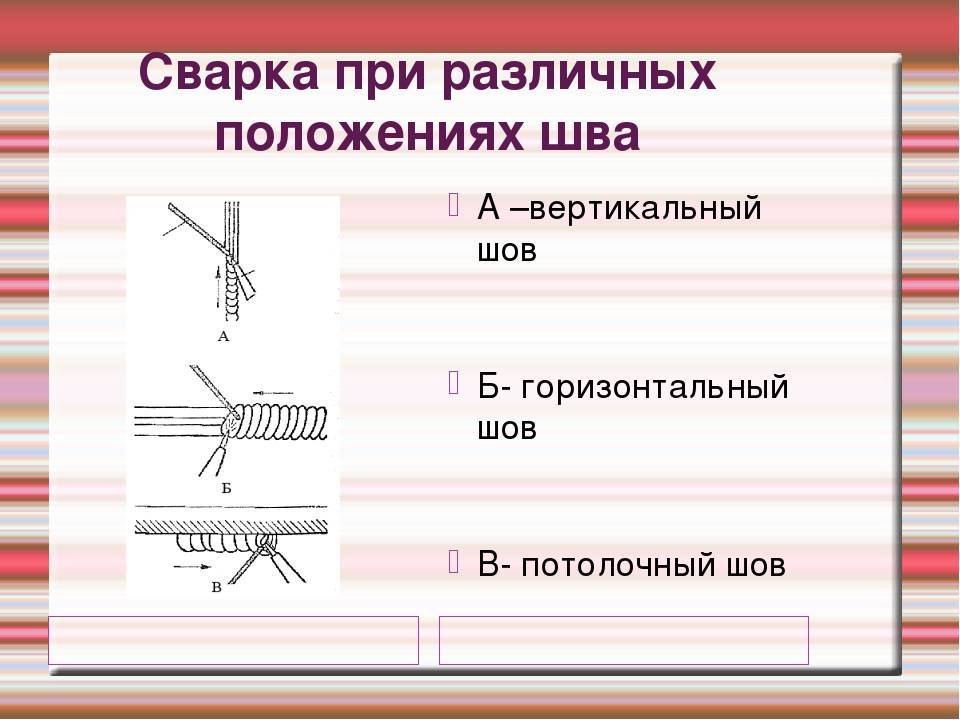
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба.
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется. По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые.
Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении. Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине. Для статической нагрузки нужны выпуклые сварные швы.
Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки. В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных.
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм. На качество создаваемого шва немалое влияние оказывает скорость его выполнения.
Не следует слишком торопиться и слишком медленно “вести” электрод для получения прочного непрерывного сварного шва. Примеры вертикального сварного шва. Сборка металлоконструкций сварным методом. Аккуратный выпуклый сварной шов. Широкий стыковой сварной шов. Прочный выпуклый шов спиралью. Сваривание трубы горизонтальным швом. Угловой выпуклый вариант шва. Сварка швов с различающиеся скоростью.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно.
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
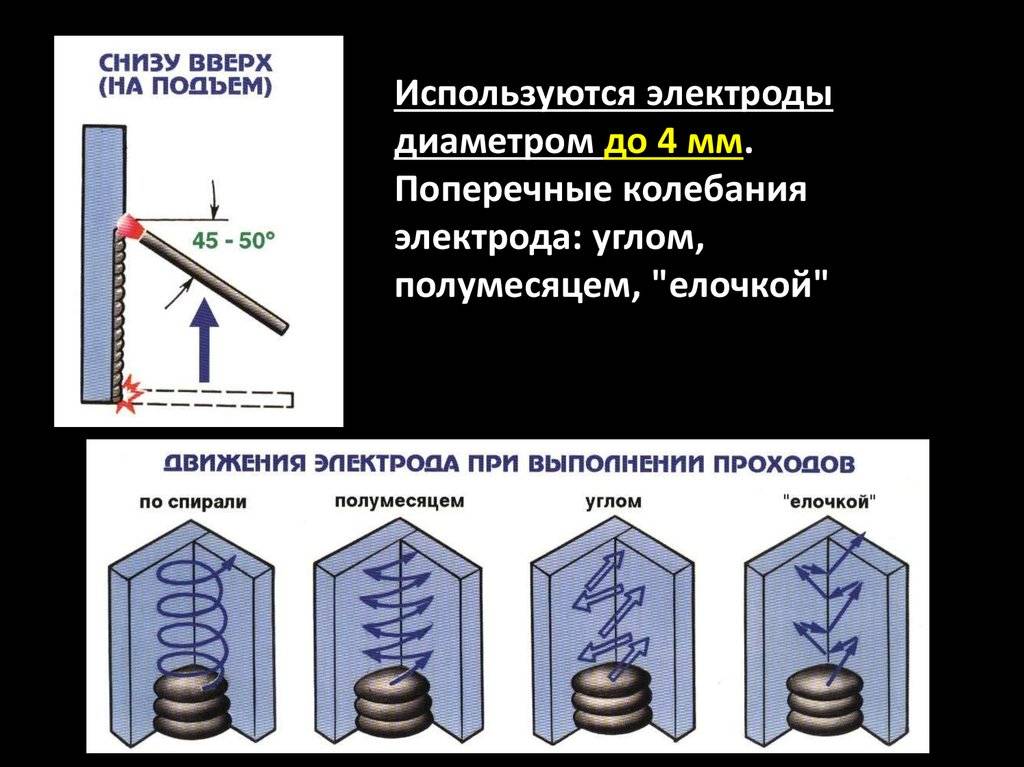
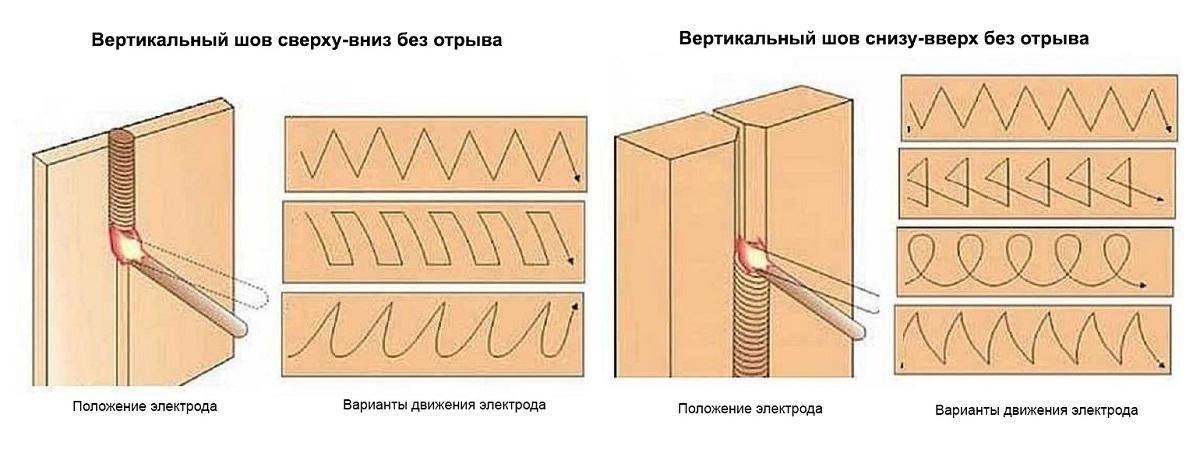
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков
С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.

Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика
Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх
Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
Инвертор необходимо отсоединять от сети, если он не используется
Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты
В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.

Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
[Всего: 2 Средний: 2/5]
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.


Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Зачистка сварных швов
После завершения работы на поверхностях остаются частицы металла, шлака и окалины. Шов слегка выступает над поверхностью, что ухудшает эстетические качества конструкции. Такие недостатки устраняют путем зачистки. Процедуру выполняют поэтапно. В первую очередь, молотком и зубилом снимают шлак или окалину.
На следующем этапе при необходимости выравнивают обработанную область. При этом используют болгарку со шлифовальной насадкой по металлу.
Зернистость абразива выбирают с учетом требуемой гладкости поверхности. При сварке мягких металлов сварной шов лудят: покрывают оловянным припоем.
Зачистка сварных швов борфрезами.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
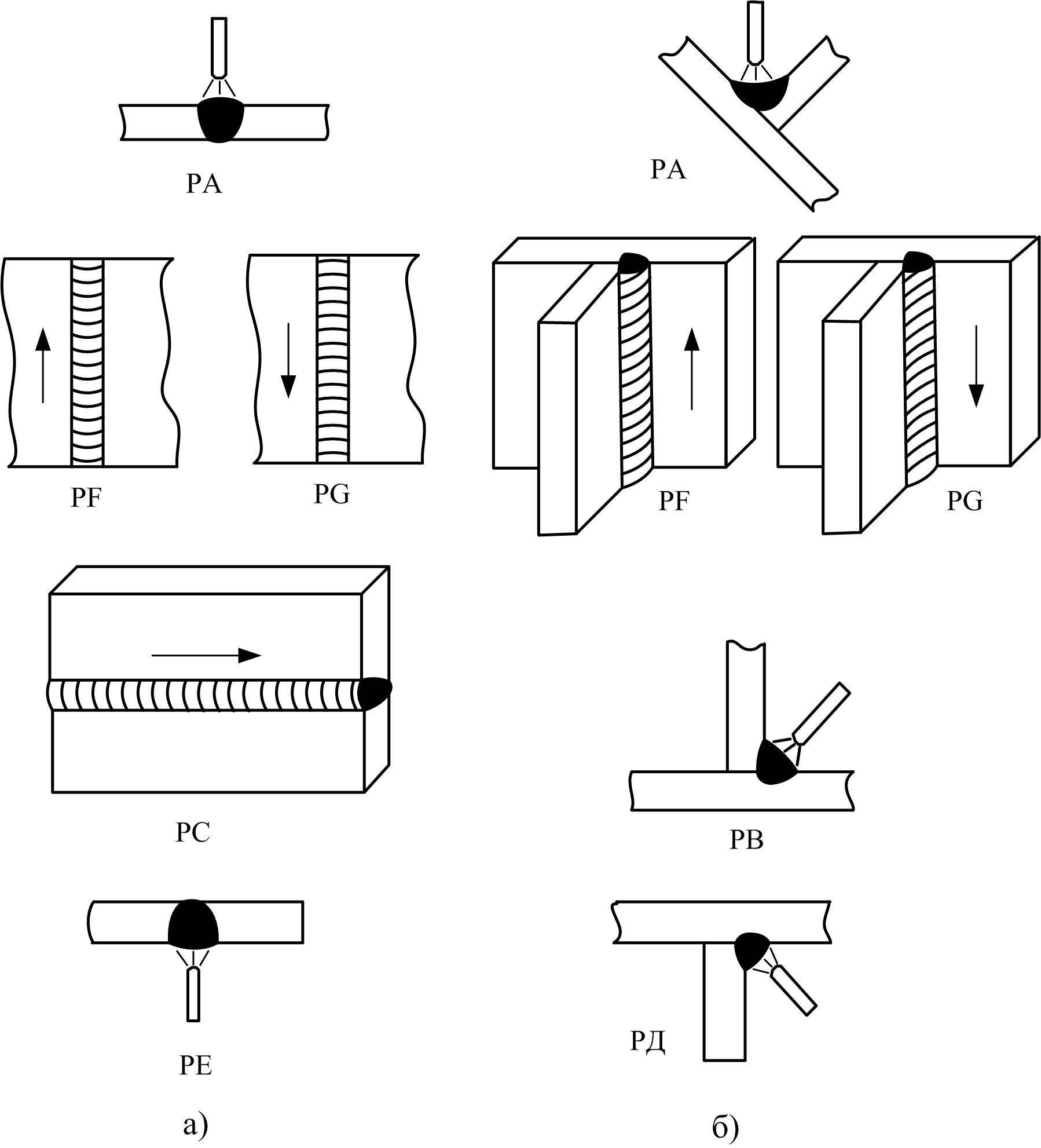
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
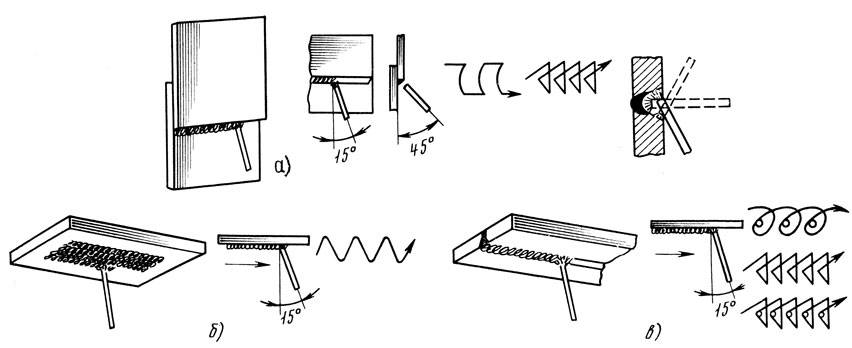
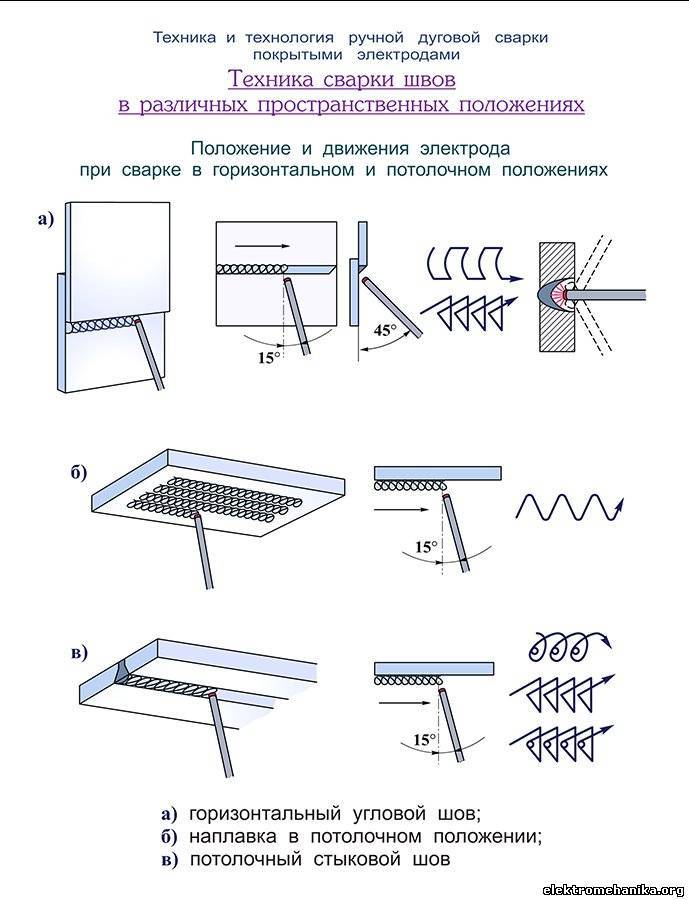
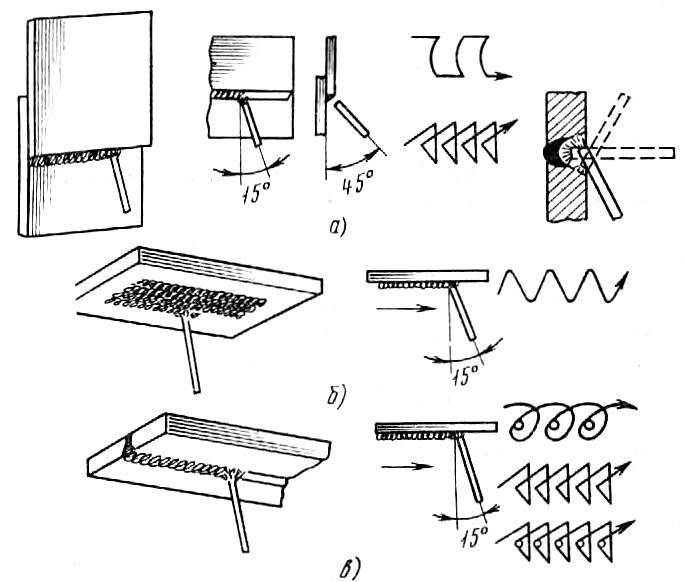
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
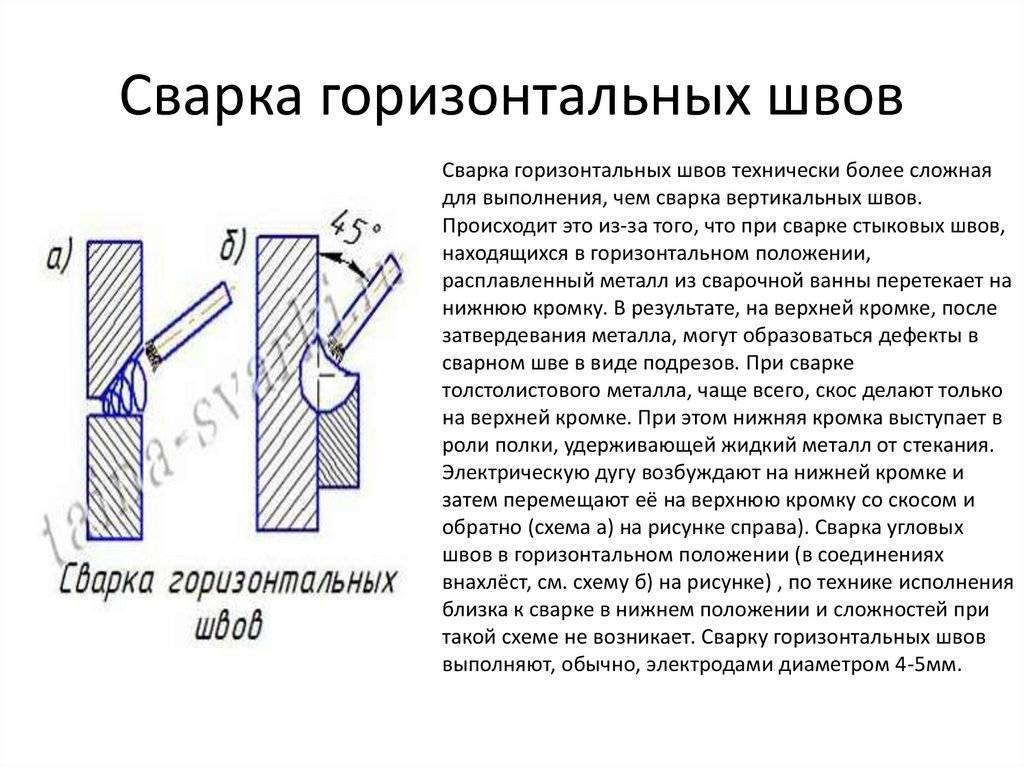
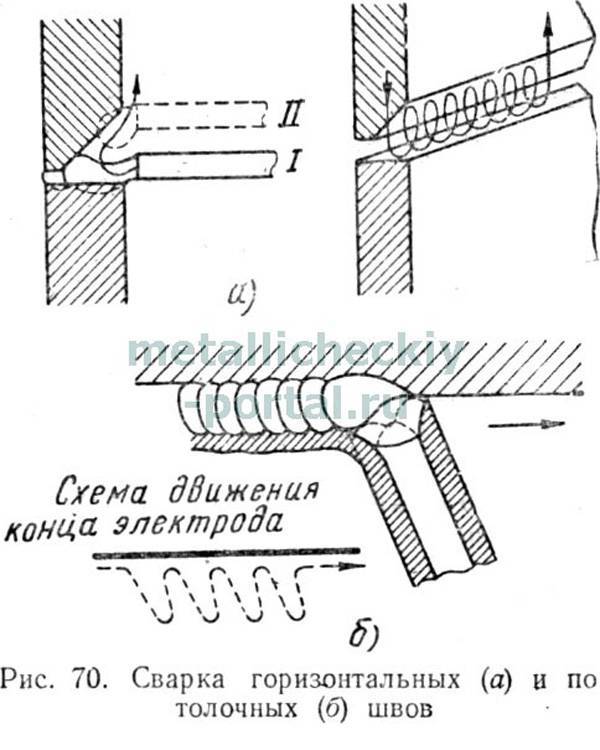
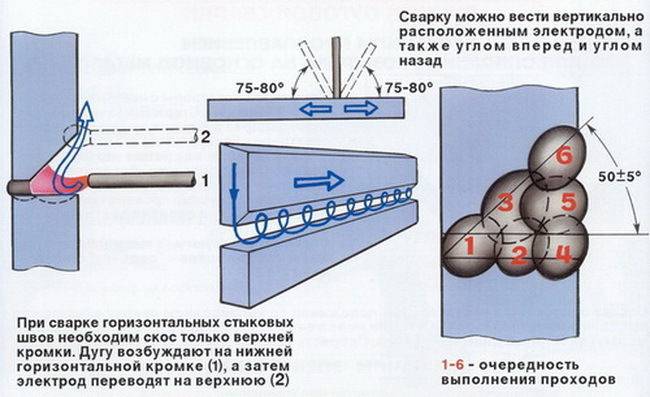
 При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.





